
L’elettroerosione a filo è un metodo avanzato di lavorazione dei metalli che sta cambiando il modo in cui vengono prodotti componenti industriali di precisione. La tecnologia utilizza scariche elettriche per rimuovere materiale senza contatto diretto con il pezzo in lavorazione. Il processo consente di tagliare i materiali più duri con una precisione che raggiunge pochi micrometri.
Il metodo trova applicazione nella produzione di stampi a iniezione, matrici e utensili da taglio di forme complesse. L’industria aerospaziale e medica utilizza l’elettroerosione a filo per produrre componenti che richiedono la massima precisione. La tecnologia elimina le sollecitazioni meccaniche, preservando l’integrità strutturale del materiale.
L’elettroerosione a filo si distingue per la capacità di lavorare materiali temprati fino a una durezza di 65 HRC. I metodi di taglio tradizionali si rivelano inefficaci a tali valori di durezza. Il processo avviene in un ambiente di liquido dielettrico, che raffredda il materiale e rimuove i prodotti dell’erosione.
Cos’è l’elettroerosione a filo e in cosa consiste questa tecnologia
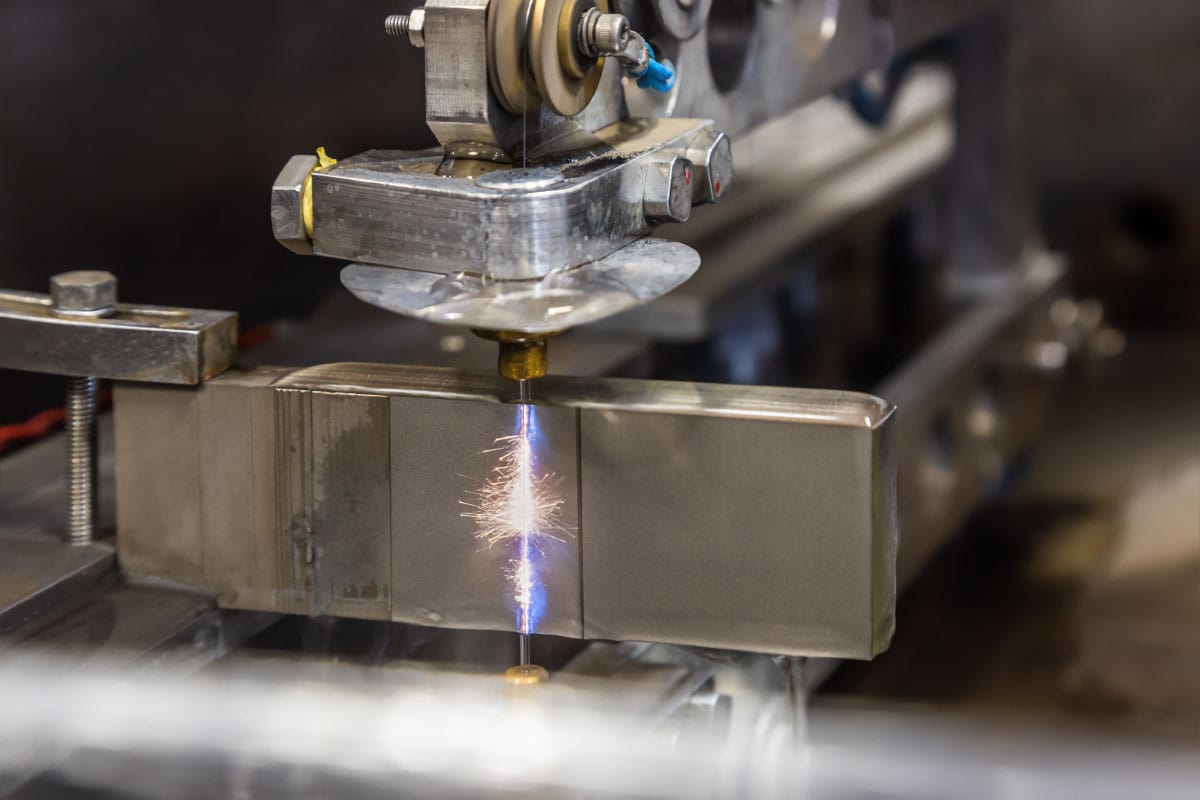
L’elettroerosione a filo WEDM rappresenta uno dei metodi più precisi per la lavorazione di materiali conduttori di elettricità. La tecnologia utilizza un sottile filo metallico come elettrodo di lavoro, che non tocca direttamente il pezzo in lavorazione. Il processo si basa su scariche elettriche controllate che erodono microscopiche particelle di metallo dalla superficie di lavoro.
Materiali con una durezza superiore a 50 HRC possono essere lavorati senza rischio di danneggiare la struttura. La precisione dimensionale raggiunge tolleranze di ±0,001 mm, rendendo la tecnologia indispensabile nell’industria che richiede la massima precisione. L’automazione dei moderni sistemi consente ore di funzionamento senza la supervisione di un operatore.
Definizione del metodo di lavorazione per elettroerosione
La lavorazione per elettroerosione consiste nella rimozione di materiale attraverso una serie di scariche elettriche che si susseguono rapidamente. Due elettrodi con polarità opposte sono separati da un liquido dielettrico e sottoposti a una tensione elettrica. L’elettrodo utensile e il pezzo in lavorazione formano un circuito elettrico con parametri controllati con precisione.
La tensione tra gli elettrodi aumenta gradualmente, causando un aumento dell’intensità del campo elettrico. Il liquido dielettrico subisce una rottura e si forma un arco elettrico. La temperatura nel punto di scarica supera i 10.000°C, causando la fusione e l’evaporazione locale del materiale.
L’energia di ogni impulso elettrico è accuratamente controllata da un generatore EDM. La frequenza degli impulsi può raggiungere centinaia di migliaia di scariche al secondo. I prodotti dell’erosione vengono immediatamente rimossi dal flusso del liquido dielettrico, garantendo la stabilità del processo.
Principio di funzionamento delle scariche elettriche nel processo
Il generatore di impulsi produce scariche della durata da 0,1 a 500 microsecondi. Le pause tra gli impulsi consentono la dissipazione del calore e la rimozione dei prodotti dell’erosione dalla fessura interelettrodica. Il rapporto tra la durata dell’impulso e la pausa determina la rugosità della superficie e la velocità di lavorazione.
Impulsi brevi garantiscono una superficie liscia, ma riducono l’efficienza del processo. Impulsi lunghi accelerano la lavorazione, ma causano una maggiore rugosità. Il sistema di controllo CNC adatta automaticamente i parametri alle condizioni di lavorazione, ottimizzando la qualità e il tempo di esecuzione.
Il filo viene alimentato continuamente dalla bobina di alimentazione e avvolto sulla bobina di raccolta. La velocità di alimentazione del filo si adatta automaticamente alle condizioni di lavorazione. La tensione del filo viene mantenuta costante dal sistema di controllo della tensione, garantendo la ripetibilità delle dimensioni.
La distanza tra gli elettrodi si riduce a pochi micrometri prima che si verifichi la scarica a scintilla. Il fluido dielettrico previene scariche incontrollate grazie alla sua bassa conducibilità elettrica. La pressione del fluido è solitamente compresa tra 5 e 20 bar, garantendo un efficace lavaggio della fessura di lavoro.
Componenti principali di una macchina WEDM
Il sistema di controllo CNC gestisce la traiettoria del filo nello spazio tridimensionale. Il software controlla la sequenza del percorso del filo e gestisce automaticamente il processo di taglio. Il livello di sofisticazione del sistema CNC determina il livello di errore e il tempo di lavorazione dei componenti.
L’unità di alimentazione fornisce impulsi con una tensione da 100 a 300 volt all’elettrodo a filo e al pezzo in lavorazione. Controlla la frequenza e la forza delle cariche elettriche che passano attraverso l’elettrodo a filo. Un’unità di alimentazione altamente sviluppata è essenziale per fornire la qualità e il tipo di cariche appropriati durante la lavorazione.
Componenti chiave della macchina:
- Generatore di impulsi elettrici con controllo preciso dei parametri
- Sistema di alimentazione e tensionamento del filo di lavoro
- Sistema di posizionamento del pezzo in lavorazione su tre assi
- Sistema di pompaggio e filtrazione del fluido dielettrico
- Modulo di raffreddamento per stabilizzare la temperatura del fluido di lavoro
Il fluido dielettrico svolge un ruolo cruciale nel processo di elettroerosione a filo. L’acqua deionizzata ha una bassa conducibilità elettrica, che previene scariche incontrollate. La temperatura del fluido è stabilizzata dal sistema di raffreddamento, mantenendo condizioni di lavorazione ottimali.
Il sistema di automazione monitora lo stato del filo e rileva la sua rottura. La funzione di riavvolgimento automatico del filo riduce i tempi di fermo macchina. I sensori controllano il livello di usura del filo e segnalano la necessità di sostituire la bobina di alimentazione.
Tipi di materiali adatti alla lavorazione
L’elettroerosione a filo consente la lavorazione di tutti i materiali che conducono corrente elettrica. La durezza meccanica non influisce sulla capacità di lavorare il materiale. Acciai per utensili, leghe di titanio e carburi cementati vengono comunemente lavorati con questo metodo.
Acciai temprati con durezza da 50 a 65 HRC possono essere tagliati senza danneggiare la struttura. Leghe difficili da lavorare, come Inconel o Hastelloy, possono essere lavorate con elettroerosione a filo. Anche i materiali ceramici conduttivi sono adatti a questa tecnologia.
Materiali comunemente lavorati con il metodo WEDM:
- Acciai per utensili temprati e non temprati di tutte le qualità
- Leghe di titanio utilizzate nell’industria aerospaziale e medica
- Carburi sinterizzati di estrema durezza
- Leghe di nichel resistenti alle alte temperature
- Grafite per elettrodi utilizzata nell’elettroerosione a tuffo
Rame e sue leghe sono facilmente lavorabili con l’elettroerosione a filo. L’alluminio richiede parametri speciali a causa della sua bassa temperatura di fusione. Anche i materiali non magnetici, come l’ottone o il bronzo, sono eccellenti per questo metodo di lavorazione.
Suggerimento: Prima di iniziare la lavorazione, verificare la conducibilità elettrica del materiale con un multimetro, poiché i materiali non conduttivi non sono adatti all’elettroerosione a filo.
Processo di elettroerosione a filo passo dopo passo
L’elettroerosione a filo richiede una preparazione accurata e un’esecuzione precisa delle fasi successive del processo. Ogni passaggio ha un impatto diretto sulla qualità del prodotto finale e sui tempi di consegna dell’ordine. Il processo si svolge in un ambiente strettamente controllato, dove temperatura e umidità sono mantenute a un livello costante.
L’automazione del processo consente la lavorazione dei componenti 24 ore su 24 senza la necessità di una supervisione costante. L’operatore prepara il programma di lavorazione e imposta il pezzo, mentre la macchina esegue il taglio secondo il percorso programmato. Il sistema di monitoraggio controlla continuamente i parametri del processo ed effettua correzioni automatiche.
Preparazione del pezzo per la lavorazione
Il pezzo da lavorare deve essere fissato con cura sul piano di lavoro della macchina. Il sistema di fissaggio garantisce una posizione stabile del componente per tutta la durata della lavorazione. Un fissaggio impreciso porta a errori dimensionali e a un peggioramento della qualità della superficie.
Il materiale richiede una pulizia accurata da contaminanti, grassi e ruggine prima dell’inizio del processo. La superficie deve essere asciutta, poiché l’umidità può interferire con le scariche elettriche. L’identificazione dei punti di riferimento sul pezzo consente un posizionamento preciso.
Lo spessore del materiale lavorato influisce sulla scelta del diametro del filo e sui parametri di taglio. I pezzi sottili richiedono impostazioni più delicate rispetto alle lastre spesse. La compensazione delle tensioni interne del materiale temprato previene deformazioni durante il taglio.
È necessario eseguire un foro di avviamento nel materiale prima di iniziare il taglio dei contorni interni. Il diametro del foro deve essere maggiore del diametro del filo di lavoro. La posizione del foro di avviamento viene programmata nel software CAM prima dell’inizio della lavorazione.
Programmazione del percorso di taglio
Il software CAD/CAM viene utilizzato per progettare la geometria del componente e generare i percorsi utensile. Il modello tridimensionale viene convertito in codice macchina compreso dal sistema di controllo CNC. Il programma tiene conto della compensazione della larghezza della scintilla e dell’ordine di taglio dei singoli contorni.
La strategia di taglio determina quali contorni verranno tagliati per primi. I componenti interni vengono solitamente tagliati prima dei contorni esterni. L’ordine delle operazioni minimizza le tensioni e previene lo spostamento del materiale durante la lavorazione.
Il sistema calcola automaticamente le transizioni tra i contorni di taglio successivi. I punti di inserimento del filo sono ottimizzati per ridurre i tempi di lavorazione. La simulazione del processo nel software consente di rilevare potenziali collisioni prima dell’inizio del taglio effettivo.
La strategia di lavorazione multi-passo garantisce la massima qualità della superficie. Il primo passaggio rimuove la maggior parte del materiale ad alta velocità. I passaggi di finitura successivi migliorano l’accuratezza dimensionale e riducono la rugosità superficiale.
Parametri che influenzano la qualità di esecuzione
La corrente di picco determina la quantità di energia fornita durante una singola scarica elettrica. Una corrente più elevata accelera il processo di taglio, ma provoca una maggiore rugosità superficiale. Una corrente bassa garantisce una superficie più liscia a scapito di un tempo di lavorazione prolungato.
La durata dell’impulso elettrico influisce direttamente sulla dimensione dei crateri che si formano sulla superficie. Impulsi brevi creano crateri piccoli, con conseguente migliore qualità della superficie. Impulsi lunghi aumentano l’efficienza di rimozione del materiale, peggiorando al contempo la finitura.
Parametri chiave del processo:
- Tensione dello spazio tra gli elettrodi che controlla l’intensità delle scariche
- Frequenza degli impulsi che determina il numero di scariche al secondo
- Velocità di avanzamento del filo che influisce sulla stabilità del processo
- Pressione del fluido dielettrico che garantisce un efficace lavaggio
- Temperatura del fluido di lavoro mantenuta nel range ottimale
La tensione del filo di lavoro deve essere mantenuta costante per tutta la durata della lavorazione. Una tensione troppo bassa provoca vibrazioni del filo e peggioramento dell’accuratezza. Una tensione eccessiva aumenta il rischio di rottura del filo, specialmente con diametri ridotti.
La qualità del fluido dielettrico ha un impatto diretto sulla stabilità del processo di scarica. La conducibilità elettrica dell’acqua deionizzata deve essere controllata e mantenuta al di sotto di un certo livello. Il sistema di filtrazione rimuove le particelle di erosione, impedendone la rideposizione sulla superficie lavorata.
Suggerimento: Il controllo regolare della conducibilità del fluido dielettrico con un multimetro consente di evitare problemi di instabilità delle scariche e peggioramento della qualità di taglio.
Principali vantaggi dell’elettroerosione rispetto ad altri metodi
L’elettroerosione a filo si distingue per capacità uniche che i metodi di lavorazione convenzionali non offrono. La tecnologia elimina i limiti legati alla durezza del materiale e alla complessità della geometria. La precisione di esecuzione raggiunge livelli irraggiungibili con i metodi di taglio tradizionali.
L’assenza di contatto meccanico tra utensile e pezzo in lavorazione elimina i problemi legati alla flessione dell’utensile. Elementi delicati con pareti sottili possono essere lavorati senza rischio di deformazione. La ripetibilità dimensionale nella produzione di serie raggiunge i più alti standard di qualità.
Possibilità di tagliare materiali temprati e induriti
L’elettroerosione a filo consente la lavorazione di acciaio temprato fino a una durezza di 65 HRC senza alcuna limitazione. I metodi di taglio tradizionali richiedono la sostituzione degli utensili ogni pochi minuti per materiali superiori a 52 HRC. I costi di lavorazione CNC di materiali induriti superano 75 EUR all’ora a causa dell’intenso consumo di utensili.
L’acciaio per utensili D2 con durezza 60 HRC viene lavorato routinariamente con elettroerosione a filo. Il processo non causa alterazioni nella struttura metallurgica del materiale. L’assenza di zona termicamente alterata preserva le proprietà meccaniche del pezzo lavorato.
I metalli duri di estrema durezza si prestano alla lavorazione con elettroerosione a filo. Anche i materiali ceramici conduttivi possono essere tagliati con precisione. L’eliminazione del ciclo di ricottura-lavorazione-tempra consente un risparmio da 49,50 a 123,75 EUR per pezzo.
Le leghe di titanio utilizzate nell’industria aerospaziale richiedono parametri di taglio speciali. L’elettroerosione a filo consente la lavorazione del titanio senza rischio di microfratture. Il processo preserva l’integrità superficiale, aspetto critico per i componenti sottoposti a carichi dinamici.
Precisione dimensionale e qualità superficiale
L’accuratezza dimensionale dell’elettroerosione a filo raggiunge tolleranze da ±0,0025 a ±0,0076 mm. La ripetibilità dimensionale nella produzione di serie è garantita dal sistema di controllo CNC. La compensazione dell’usura del filo avviene automaticamente, mantenendo costante la precisione di taglio.
La rugosità superficiale può raggiungere 0,1 micrometri Ra con parametri di lavorazione appropriati. La superficie dopo la lavorazione di finitura assomiglia a uno specchio e non richiede lucidatura aggiuntiva. L’assenza di segni dell’utensile elimina la necessità di operazioni di finitura.
| Classe di finitura | Valore Ra (μm) | Applicazione tipica |
|---|---|---|
| Taglio grezzo | 50,0 | Rimozione materiale in eccesso |
| Pre-lavorazione | 12,5 | Taglio generale di elementi |
| Semi-finitura | 3,2 | Elementi standard |
| Finitura | 0,8 | Componenti di precisione |
| Lucidatura | 0,05 | Superfici a specchio |
La stabilità termica della macchina influisce direttamente sulla precisione dimensionale. Il controllo della temperatura con una precisione di ±1°C è uno standard nella lavorazione di precisione. I sistemi di isolamento dalle vibrazioni garantiscono condizioni operative stabili della macchina.
Realizzazione di forme interne complesse
L’elettroerosione a filo permette la creazione di angoli interni acuti con un raggio di 0,1 mm. La fresatura tradizionale non può raggiungere raggi così piccoli a causa delle dimensioni della fresa. Vengono eseguite con piena precisione fessure con una larghezza pari al diametro del filo.
I contorni interni con geometria complessa vengono tagliati senza limitazioni di forma. Il filo può muoversi liberamente sotto il controllo del sistema CNC, eseguendo qualsiasi percorso. Le superfici inclinate con angolo variabile vengono realizzate programmando il movimento su cinque assi.
I canali di raffreddamento negli stampi a iniezione possono essere realizzati in qualsiasi configurazione. I sistemi di flusso confórme aumentano l’efficienza del raffreddamento dello stampo. L’elettroerosione a filo consente la realizzazione di progetti impossibili da eseguire con altri metodi.
I fori sagomati con sezioni trasversali irregolari vengono tagliati con piena precisione. Gli elementi tridimensionali con geometria variabile lungo l’altezza sono un’applicazione standard. La tecnologia consente la realizzazione di dettagli che in precedenza richiedevano l’assemblaggio di più parti.
Assenza di forze di taglio e tensioni nel materiale
Il processo di elettroerosione a filo non genera forze meccaniche che agiscono sul pezzo in lavorazione. L’assenza di pressione dell’utensile elimina le deformazioni di pareti sottili ed elementi delicati. Le tensioni meccaniche non vengono introdotte nella struttura del materiale durante la lavorazione.
Gli elementi con uno spessore inferiore a 1 mm possono essere tagliati senza rischio di deformazione. Le lamiere sottili mantengono la loro planarità durante tutto il processo di lavorazione. I materiali elastici non causano problemi di precisione dimensionale.
Le strutture tridimensionali delicate mantengono la loro integrità durante il taglio. Gli elementi a giorno con geometria complessa vengono tagliati senza danni. L’assenza di vibrazioni garantisce la massima qualità dei bordi di taglio.
Gli elementi temprati non richiedono un ulteriore trattamento termico dopo il taglio. Le proprietà meccaniche del materiale rimangono invariate durante tutto il processo. L’eliminazione delle tensioni termiche previene le deformazioni post-lavorazione.
Suggerimento: Gli elementi con pareti estremamente sottili dovrebbero essere lavorati con il supporto aggiuntivo di una piastra di base, che può poi essere separata con un leggero taglio di finitura.
Confronto tra elettroerosione a filo e tornitura CNC e fresatura
La scelta della tecnologia di lavorazione appropriata dipende dalle proprietà del materiale, dalla geometria dell’elemento e dai requisiti di qualità. Ogni metodo ha i suoi punti di forza e i suoi limiti. L’analisi dei costi e dei tempi di realizzazione è fondamentale per ottimizzare il processo produttivo.
La tornitura CNC è ideale per la produzione di elementi rotanti in grandi serie. La fresatura offre versatilità nella sagomatura di superfici tridimensionali. L’elettroerosione a filo eccelle nella lavorazione di precisione di materiali duri e geometrie complesse.
Differenze nel meccanismo di rimozione del materiale
La fresatura rimuove il materiale tramite asportazione meccanica con un utensile rotante. La lama della fresa entra in contatto diretto con il materiale, generando forze di taglio. La durezza del materiale influisce direttamente sull’usura dell’utensile e sulle capacità di lavorazione.
La tornitura utilizza il movimento rotatorio del pezzo e il movimento di avanzamento dell’utensile. L’utensile da tornitura asporta il materiale tramite penetrazione meccanica del tagliente. Il processo genera alte temperature nella zona di taglio, limitando le capacità di lavorazione di alcuni materiali.
Il taglio a filo EDM rimuove il materiale tramite erosione elettrica senza contatto fisico. Scariche elettriche fondono ed evaporano particelle microscopiche di metallo. La durezza del materiale non influisce sul processo, poiché non vi sono forze meccaniche.
Confronto dei meccanismi di lavorazione:
- La fresatura richiede che la durezza del materiale sia superata dall’utensile da taglio
- La tornitura genera trucioli continui o spezzati rimossi dall’area di lavorazione
- L’elettroerosione crea crateri microscopici lavati via da un fluido dielettrico
- Il CNC utilizza l’energia meccanica del movimento rotatorio dell’utensile
- Il WEDM utilizza l’energia elettrica di scariche a scintilla controllate
Il raffreddamento nei metodi meccanici serve a ridurre la temperatura e a rimuovere i trucioli. Il fluido dielettrico nell’elettroerosione funge da isolante elettrico e mezzo di raffreddamento. La differenza fondamentale risiede nella natura dell’interazione tra l’utensile e il materiale.
Gamma di spessori e dimensioni dei pezzi lavorati
La fresatura CNC gestisce componenti da pochi millimetri a diversi metri di dimensione. Le capacità di lavorazione sono limitate dalle dimensioni del piano di lavoro e dalla portata degli assi della macchina. Grandi componenti strutturali vengono regolarmente fresati su centri di lavoro di grandi dimensioni.
La tornitura è adatta per componenti rotanti con diametri da pochi millimetri a diversi metri. La lunghezza del pezzo lavorato è limitata dalla distanza tra le punte della tornitrice. Alberi lunghi richiedono un supporto aggiuntivo da parte di una lunetta per garantire la precisione.
L’elettroerosione a filo gestisce componenti con spessori da pochi millimetri a 300 mm standard. L’altezza di taglio è limitata dalla lunghezza operativa del filo tra le guide. Componenti più grandi richiedono macchine speciali con una corsa dell’asse Z aumentata.
| Parametro | Fresatura | Tornitura | Elettroerosione a filo |
|---|---|---|---|
| Movimento del pezzo | Fisso | Rotante | Fisso |
| Migliore applicazione | Superfici complesse | Componenti cilindrici | Materiali duri |
| Intervallo di tolleranza | ±0,01-0,005 mm | ±0,01-0,005 mm | ±0,002 mm o meglio |
| Velocità di lavorazione | Media | Alta | Più lenta |
La precisione micrometrica è il dominio dell’elettroerosione a filo per spessori inferiori a 50 mm. La fresatura raggiunge una migliore efficienza con componenti di dimensioni maggiori. La tornitura domina la produzione di massa di componenti rotanti.
Scelta della tecnologia appropriata in base all’applicazione
I materiali con durezza superiore a 50 HRC richiedono l’elettroerosione a filo per una lavorazione economica. La fresatura di tali materiali provoca un’usura estrema degli utensili e costi elevati. La lavorazione CNC è economica per materiali morbidi e mediamente duri.
I componenti con contorni interni complessi sono un’applicazione ideale per l’elettroerosione. La fresatura non può creare angoli interni acuti al di sotto del raggio della fresa. La tornitura è limitata alle superfici rotanti simmetriche.
Le serie produttive superiori a 100 pezzi favoriscono i metodi meccanici per la loro rapidità. L’elettroerosione è ottimale per piccole serie e prototipi di precisione. La produzione unitaria di forme complesse utilizza la WEDM per risparmiare tempo di programmazione.
Le materie plastiche, i compositi e i materiali non conduttivi richiedono metodi meccanici. L’elettroerosione è limitata esclusivamente ai materiali conduttivi elettricità. L’alluminio e il rame vengono lavorati con tutti i metodi con diversa efficacia.
Suggerimento: Consultare un esperto tecnologo prima di scegliere il metodo di lavorazione può far risparmiare costi e tempi di realizzazione significativi del progetto.
Limitazioni e svantaggi del metodo di elettroerosione a filo
L’elettroerosione a filo, nonostante i numerosi vantaggi, presenta anche significative limitazioni tecnologiche. La consapevolezza di queste limitazioni consente la scelta corretta del metodo di lavorazione. L’analisi degli svantaggi della tecnologia è essenziale per una valutazione realistica dei costi e dei tempi di realizzazione.
Alcuni progetti non sono adatti alla realizzazione con il metodo di elettroerosione a filo. Tecnologie alternative possono rivelarsi più efficienti in applicazioni specifiche. La comprensione delle limitazioni aiuta a evitare decisioni tecnologiche errate.
Lungo tempo di lavorazione per singoli componenti
La velocità di taglio dell’elettroerosione a filo è notevolmente inferiore rispetto ai metodi meccanici. I materiali spessi richiedono tempi di lavorazione proporzionalmente più lunghi. Un componente di 100 mm di spessore può richiedere diverse ore di taglio per un singolo contorno.
Una strategia di lavorazione a più passaggi prolunga ulteriormente il tempo di realizzazione. Il passaggio di sgrossatura rimuove materiale a una velocità di 20-30 mm²/min. I passaggi di finitura lavorano a una velocità di 5-10 mm²/min per ottenere la massima qualità superficiale.
La fresatura CNC raggiunge velocità di rimozione del materiale molte volte superiori in condizioni appropriate. La produzione di massa di componenti semplici è più economica con metodi convenzionali. L’elettroerosione è efficace per piccole serie e geometrie complesse.
La preparazione della macchina e l’inserimento del filo richiedono da 10 a 20 minuti prima dell’inizio del taglio. Il tempo di programmazione di contorni complessi può superare il tempo di lavorazione stesso. L’automazione del processo consente il funzionamento durante le ore notturne senza supervisione.
Necessità di conduttività elettrica del materiale
L’elettroerosione a filo richiede un materiale conduttore di corrente elettrica affinché il processo possa avvenire. Materie plastiche, compositi e ceramiche non conduttrici non possono essere lavorate con questo metodo. I materiali isolanti impediscono completamente il processo di scariche elettriche.
Legno, gomma e materiali organici non sono adatti all’elettroerosione. I compositi con fibra di carbonio possono essere lavorati solo con un’adeguata conduttività dello strato superficiale. I laminati non conduttori richiedono metodi di lavorazione alternativi.
La conduttività elettrica minima del materiale deve superare una determinata soglia per un processo stabile. Alcune leghe di alluminio a bassa conduttività possono causare problemi di efficienza. Un test di conduttività prima dell’inizio del progetto è indispensabile.
I rivestimenti isolanti sulla superficie del materiale devono essere rimossi prima della lavorazione. Vernici, lacche e strati protettivi impediscono il flusso di corrente. I materiali verniciati richiedono la rimozione meccanica del rivestimento nell’area di taglio.
Costi di consumo del filo e del dielettrico
Il filo di lavoro viene consumato continuamente durante l’intero processo di lavorazione. Il costo del filo d’ottone varia da 12,50 a 37,50 EUR al chilogrammo a seconda del diametro. Il filo di molibdeno con proprietà speciali costa molto di più.
Il consumo di filo per metro di taglio dipende dallo spessore del materiale e dai parametri di lavorazione. Un elemento che richiede 10 metri di taglio può consumare diverse centinaia di metri di filo. I costi dei materiali di consumo costituiscono una parte significativa dei costi totali di lavorazione.
Costi operativi stimati:
- Filo d’ottone standard da 12,50 a 25,00 EUR al chilogrammo
- Filo rivestito di zinco da 25,00 a 37,50 EUR al chilogrammo
- Sostituzione dei filtri del liquido dielettrico ogni 200-300 ore di funzionamento
- Resine a scambio ionico rigenerate ogni 500-1000 ore di lavorazione
- Energia elettrica circa 5-10 kW durante la lavorazione attiva
Il liquido dielettrico richiede un controllo regolare della conduttività e la sostituzione. Il sistema di filtrazione rimuove le particelle di erosione, ma richiede una manutenzione periodica. Le resine a scambio ionico che ripristinano le proprietà dell’acqua hanno una durata limitata.
I costi di mantenimento della pulizia del liquido dielettrico influiscono sull’economicità del processo. Un liquido contaminato peggiora la stabilità delle scariche e la qualità della lavorazione. La sostituzione regolare degli elementi filtranti è una necessità operativa.
Suggerimento: Tenere traccia del consumo di filo e di liquido dielettrico consente di calcolare con precisione i costi di lavorazione dei singoli progetti.
Servizi di elettroerosione a filo WEDM presso CNC Partner
CNC Partner è specializzata nella tecnologia avanzata di elettroerosione a filo WEDM. L’azienda offre lavorazioni di precisione di materiali conduttori di elettricità utilizzando macchine moderne. La tecnologia consente di realizzare elementi di estrema durezza fino a 64 HRC con precisione micrometrica. Il parco macchine comprende due elettroerosioni a filo WEDM del marchio +GF+ CUT 300SP del 2016.
L’azienda realizza ordini sia per prototipi singoli che per serie produttive di migliaia di pezzi. La localizzazione a Bydgoszcz e una logistica efficiente consentono di servire clienti da tutta la Polonia e dai paesi dell’Unione Europea. L’esperienza maturata in oltre 30 anni di attività si traduce nella massima qualità dei servizi di lavorazione dei metalli offerti.
Tecnologia avanzata di taglio a elettroerosione
L’elettroerosione a filo in CNC Partner utilizza filo di ottone come elettrodo di lavoro. Scariche elettriche controllate tra il filo e il materiale provocano una precisa erosione del metallo. Il processo avviene in acqua demineralizzata, che dissipa l’alta temperatura generata durante la lavorazione. L’altezza massima di taglio raggiunge i 400 mm sulle macchine disponibili.
La tecnologia elimina le forze di taglio che agiscono sul pezzo in lavorazione, proteggendo gli elementi delicati da danni. La parallelismo del taglio raggiunge valori inferiori a 5 micrometri. La qualità della superficie raggiunge il livello Ra ≤ 0,15 micrometri. Il metodo consente di ottenere angoli interni vivi impossibili da ottenere con la fresatura o la tornitura.
Versatili capacità di lavorazione dei materiali
L’azienda lavora materiali di altissima durezza, inclusi acciai per utensili e leghe metalliche difficili da lavorare. L’elettroerosione a filo trova applicazione nella produzione di stampi per iniezione, matrici e punzoni per fustelle. CNC Partner utilizza materiali di alta qualità come acciai per utensili, acciai da cementazione e acciai avanzati in polvere.
La possibilità di tagliare con qualsiasi angolazione consente la realizzazione di elementi con complessa geometria spaziale. La precisione di esecuzione fa sì che la tecnologia trovi applicazione nell’industria aerospaziale, medica e automobilistica. Le tolleranze dimensionali raggiungono il livello di 1 micrometro, soddisfacendo i requisiti dei progetti più esigenti.
Offerta completa di servizi di lavorazione
CNC Partner integra l’elettroerosione a filo con un’ampia gamma di tecnologie di lavorazione dei metalli. La fresatura CNC viene eseguita su quattro moderni centri di lavoro. La tornitura CNC avviene su un tornio avanzato con utensili motorizzati. La rettifica CNC garantisce una finitura superficiale di qualità Ra 0,63.
I preventivi per gli ordini vengono preparati entro 2-48 ore dalla richiesta. La realizzazione degli ordini dura da 3 a 45 giorni a seconda della complessità del progetto. La consegna sul territorio polacco avviene entro 48 ore. Contratti più grandi vengono gestiti con il trasporto diretto dell’azienda al destinatario.
Vi invitiamo a contattarci per ordinare servizi di elettroerosione a filo WEDM e altri metodi di lavorazione metalli CNC. Un team di specialisti esperti fornirà consulenze tecniche professionali e preparerà un preventivo dettagliato del progetto. Verifica i prezzi attuali dei servizi e le possibilità di realizzazione di ordini individuali. CNC Partner offre supporto in ogni fase della produzione, dal progetto all’esecuzione fino alla consegna puntuale dei componenti finiti.
Servizi di lavorazione dei metalli CNC
Applicazioni pratiche della tecnologia WEDM nell’industria
L’elettroerosione a filo trova ampio impiego nell’industria che richiede la massima precisione di lavorazione. La tecnologia consente la realizzazione di progetti impossibili da eseguire con metodi convenzionali. I settori tecnologicamente avanzati basano la produzione di componenti critici sull’elettroerosione.
Lo sviluppo della tecnologia WEDM ha aperto nuove possibilità nella progettazione di componenti meccanici. I limiti geometrici dei metodi di lavorazione tradizionali sono stati superati. Gli ingegneri possono progettare componenti ottimizzati per la funzionalità senza compromessi produttivi.
Produzione di stampi a iniezione e punzoni per stampi
Gli stampi a iniezione per materie plastiche richiedono un’estrema precisione della geometria delle cavità di stampaggio. L’elettroerosione a filo consente di realizzare contorni complessi con precisione micrometrica. I canali di raffreddamento di forme irregolari aumentano l’efficienza produttiva.
Acciai per utensili temprati a 60-64 HRC sono standard negli stampi. La lavorazione dopo la tempra elimina le deformazioni termiche e garantisce l’accuratezza dimensionale. L’elettroerosione a filo permette di tagliare acciaio temprato senza degradare le proprietà.
I punzoni per l’industria dell’imballaggio e automobilistica sono realizzati con il metodo WEDM. Il filo di taglio del punzone richiede un profilo preciso e una qualità superficiale adeguata. La ripetibilità dimensionale nella produzione seriale di punzoni è garantita dalla tecnologia CNC.
Le matrici per la stampatura e la pressatura di componenti metallici utilizzano l’elettroerosione a filo. Le forme complesse delle matrici vengono tagliate con piena precisione geometrica. La durezza del materiale della matrice non rappresenta un limite per la tecnologia di elettroerosione.
Produzione di utensili da taglio di forme complesse
Le frese con profili speciali sono prodotte con il metodo dell’elettroerosione a filo. Le scanalature per il truciolo e i taglienti richiedono una geometria precisa. I metalli duri utilizzati negli utensili da taglio sono il materiale ideale per il WEDM.
Le punte a gradino con diametro variabile lungo la lunghezza di lavoro sono prodotte con questa tecnologia. Le scanalature elicoidali con passo preciso assicurano un efficiente scarico del truciolo. L’elettroerosione permette di realizzare geometrie impossibili da rettificare.
Gli utensili per la lavorazione plastica dei metalli richiedono estrema durezza e precisione di forma. I punzoni per la forgiatura a stampo vengono temprati alla massima durezza prima del taglio. Il WEDM consente la lavorazione di finitura dopo la tempra senza rischio di crepe.
Coltelli industriali con forme complesse della lama vengono tagliati con precisione dimensionale. L’angolo della lama e la geometria del filo tagliente vengono controllati con precisione micrometrica. La ripetibilità delle dimensioni garantisce la stessa qualità di taglio di tutti i coltelli della serie.
Lavorazione di componenti per l’industria aerospaziale e medica
L’industria aerospaziale richiede componenti di estrema affidabilità e massa minima. L’elettroerosione a filo consente la produzione di elementi con geometrie spaziali complesse. Leghe di titanio e Inconel vengono regolarmente lavorate per motori aeronautici.
Le pale delle turbine con profili aerodinamici precisi vengono prodotte con la tecnologia WEDM. Il raffreddamento interno delle pale richiede canali dalle forme complesse. La tecnologia elimina le zone di influenza termica critiche per le proprietà meccaniche.
Gli elementi dei sistemi del carrello di atterraggio richiedono la massima precisione dimensionale e qualità superficiale. Tolleranze di montaggio inferiori a 0,01 mm sono uno standard nelle costruzioni aeronautiche. L’elettroerosione a filo garantisce la ripetibilità delle dimensioni nell’intera serie produttiva.
Gli impianti medici come stent ed endoprotesi richiedono biocompatibilità e precisione. Acciaio chirurgico e leghe di titanio vengono lavorati senza introdurre tensioni meccaniche. La levigatezza superficiale degli impianti è critica per la biocompatibilità.
Gli strumenti chirurgici dalle forme complesse vengono prodotti con precisione micrometrica. Le lame di bisturi e forbici chirurgiche richiedono una geometria perfetta del filo tagliente. L’elettroerosione consente la produzione di massa di strumenti di uguale qualità.
Suggerimento: La documentazione del processo di lavorazione dei componenti aeronautici e medici deve soddisfare i rigorosi standard ISO 9001 e AS9100 per garantire la piena tracciabilità.
FAQ: Domande frequenti
Qual è lo spessore massimo del materiale che può essere tagliato con l’elettroerosione a filo?
Le macchine WEDM standard supportano materiali con spessori da pochi millimetri a 300 mm. L’altezza di taglio dipende dalla distanza tra le guide superiori e inferiori del filo di lavoro. Macchine industriali specializzate consentono la lavorazione di elementi più spessi, raggiungendo anche 500 mm con una configurazione adeguata. Lo spessore del materiale influisce direttamente sulla velocità e sui tempi di lavorazione.
Materiali più sottili, inferiori a 50 mm, vengono tagliati più velocemente e con maggiore precisione dimensionale. Elementi spessi richiedono passaggi di finitura multipli per ottenere una superficie liscia. Ogni millimetro aggiuntivo di spessore prolunga il processo di taglio in proporzione. La velocità di rimozione del materiale varia solitamente da 20 a 50 mm² al minuto, a seconda della durezza della lega e dei parametri delle scariche elettriche.
Lo spessore ottimale per l’elettroerosione a filo è compreso tra 10 e 100 mm. Elementi molto spessi possono richiedere un diametro del filo aumentato e modifiche ai parametri di lavorazione. La stabilità del processo diminuisce all’aumentare dello spessore, pertanto materiali superiori a 200 mm richiedono particolare attenzione da parte dell’operatore.
Quali sono i problemi più comuni durante la lavorazione WEDM e come risolverli?
La rottura del filo operante rappresenta il problema operativo più comune delle macchine per elettroerosione a filo. Le cause includono una tensione eccessiva del filo, un fluido dielettrico contaminato e parametri di scarica impropri. Il sistema di riavvolgimento automatico del filo minimizza i tempi di inattività, ma ogni rottura prolunga i tempi di consegna degli ordini. Il controllo della tensione del filo e della qualità del fluido dielettrico previene la maggior parte dei guasti.
Cause tipiche di problemi operativi:
- Fluido dielettrico contaminato con maggiore conducibilità elettrica
- Tensione del filo troppo elevata che causa sovraccarico meccanico
- Parametri di corrente e frequenza degli impulsi errati
- Guide del filo danneggiate che disturbano il suo movimento
- Flusso insufficiente di fluido dielettrico nella fessura di lavoro
L’instabilità delle scariche elettriche porta a un peggioramento della qualità della superficie e della precisione dimensionale. Il problema viene risolto modificando i parametri del processo e sostituendo i filtri del fluido usurati. La manutenzione regolare della macchina secondo le raccomandazioni del produttore elimina la maggior parte dei guasti tecnici.
Quali diametri di filo vengono utilizzati nell’elettroerosione e da cosa dipende la loro scelta?
Il filo operante è disponibile in diametri da 0,02 mm a 0,33 mm, a seconda dell’applicazione. Il diametro standard di 0,25 mm è adatto alla maggior parte delle applicazioni industriali. Fili sottili inferiori a 0,1 mm sono utilizzati per la micro-lavorazione di elementi di precisione e gioielli. Fili spessi superiori a 0,3 mm sono utilizzati per il taglio di materiali di grande spessore e in applicazioni che richiedono maggiore produttività.
La scelta del diametro del filo dipende da diversi fattori tecnologici. Lo spessore del materiale lavorato determina il diametro minimo del filo che garantisce la stabilità del processo. La precisione dimensionale richiesta e la qualità della superficie influenzano la decisione sul diametro. Fili più sottili consentono di ottenere angoli interni più acuti e fessure più strette.
I fili di diametro inferiore richiedono una tensione inferiore e parametri di scarica più delicati. La velocità di taglio diminuisce con la riduzione del diametro del filo operante. Il costo del filo aumenta proporzionalmente alla sua sottigliezza a causa delle difficoltà di produzione. Anche il materiale del filo è importante, poiché ottone, molibdeno e fili rivestiti offrono diverse proprietà di taglio.
Quanto costa un’ora di lavoro di una macchina per elettroerosione a filo in Polonia?
Il costo di un’ora di lavorazione per elettroerosione a filo varia da 37,50 EUR a 62,50 EUR. Il prezzo dipende dalla classe della macchina, dalla sua precisione e dalle capacità tecnologiche. Le moderne macchine per elettroerosione con riavvolgimento automatico del filo sono più costose da gestire. I costi includono l’ammortamento della macchina, il consumo di filo, fluido dielettrico ed energia elettrica.
La complessità della geometria dell’elemento lavorato influisce direttamente sul prezzo del servizio. I contorni semplici sono più economici delle forme complesse che richiedono più passaggi di finitura. La durezza del materiale non influisce in modo significativo sui costi, poiché l’elettroerosione rimuove materiale indipendentemente dalla sua durezza meccanica.
Componenti dei costi operativi:
- Consumo di filo di ottone da 12,50 a 37,50 EUR al chilogrammo
- Energia elettrica circa 2,50 a 5,00 kW durante la lavorazione attiva
- Filtrazione e rigenerazione del liquido dielettrico ogni 300 ore di funzionamento
- Manutenzione delle guide del filo e sostituzione delle parti usurate
- Lavoro dell’operatore e programmazione dei percorsi di taglio CNC
Le serie di produzione superiori a 10 pezzi consentono di ridurre il costo unitario dell’elemento. La programmazione viene eseguita una sola volta e il costo viene ripartito sull’intera serie. I prototipi unitari sono proporzionalmente più costosi a causa del tempo completo di preparazione della macchina. La consulenza con un esecutore esperto consente di ottimizzare il progetto in termini di costi di produzione.
Quanto tempo richiede il processo di taglio di un singolo elemento con elettroerosione a filo?
Il tempo di taglio dipende da molti fattori tecnologici e geometrici dell’elemento. La velocità di rimozione del materiale è generalmente compresa tra 20 e 50 mm² al minuto durante il taglio grezzo. I passaggi di finitura lavorano molto più lentamente, raggiungendo da 5 a 15 mm² al minuto. Un elemento con una lunghezza di taglio di 500 mm e uno spessore di 50 mm può richiedere da 2 a 4 ore di lavorazione. Molteplici passaggi di finitura allungano ulteriormente il tempo di realizzazione.
La programmazione dei percorsi di taglio e la preparazione della macchina richiedono da 20 a 60 minuti prima dell’inizio della lavorazione. L’infilatura automatica del filo riduce i tempi di inattività dopo la rottura. Geometrie interne complesse richiedono la realizzazione di fori di partenza, il che allunga ulteriormente il processo. La strategia di lavorazione ha un impatto significativo sul tempo totale di realizzazione del progetto.
Lo spessore del materiale superiore a 100 mm allunga proporzionalmente il tempo di taglio di un singolo contorno. I materiali con elevata conducibilità termica, come rame e alluminio, possono essere lavorati più velocemente. La precisione dimensionale inferiore a 0,005 mm richiede passaggi di finitura aggiuntivi, che aumentano il tempo del 30-50%. L’automazione del processo consente di lavorare in modalità continua senza la supervisione dell’operatore per tutto il giorno.
Riepilogo
L’elettroerosione a filo WEDM rappresenta una tecnologia rivoluzionaria nella lavorazione di elementi industriali di precisione. Il metodo utilizza scariche elettriche controllate per rimuovere materiale senza contatto meccanico. La precisione dimensionale raggiunge tolleranze micrometriche, inaccessibili ai tradizionali metodi di lavorazione per asportazione di truciolo.
La tecnologia elimina le limitazioni legate alla durezza del materiale lavorato. Acciai temprati fino a 65 HRC vengono tagliati di routine senza rischio di danneggiamento dell’utensile. L’assenza di forze meccaniche previene la deformazione di elementi delicati e l’introduzione di tensioni. Geometrie interne complesse con spigoli vivi vengono realizzate con piena precisione.
Le applicazioni industriali includono la produzione di stampi per iniezione, matrici e utensili da taglio. L’industria aerospaziale e medica utilizza la WEDM per la produzione di componenti critici. La ripetibilità dimensionale e la qualità superficiale soddisfano i più elevati standard qualitativi. Il processo richiede la conducibilità elettrica del materiale, il che limita il campo di applicabilità a metalli e leghe.
Le limitazioni della tecnologia includono una velocità di lavorazione inferiore rispetto ai metodi meccanici. I costi di consumo del filo e del fluido dielettrico incidono sull’economicità del processo. L’elettroerosione a filo rimane una soluzione insostituibile per la lavorazione di precisione di materiali duri e forme complesse. Lo sviluppo della tecnologia CNC e dell’automazione aumenta costantemente l’efficienza e la disponibilità del metodo WEDM.
Fonti:
- https://en.wikipedia.org/wiki/Electrical_discharge_machining
- https://www.sciencedirect.com/topics/materials-science/wire-electrical-discharge-machining
- https://www.sciencedirect.com/topics/engineering/dielectric-fluid
- https://www.imeko.info/publications/tc14-2007/IMEKO-TC14-2007-71.pdf
- http://jmacheng.not.pl/pdf-130399-58869?filename=Comparative+Analysis+of.pdf
- https://reliableedm.com/Complete%20EDM%20Handbook/Complete%20EDM%20Handbook_5.pdf
- https://www.metalopedia.pl/artykul/charakterystyka-elektrodrazenia-drutowego-271634