
L’elettroerosione a filo (Wire Electrical Discharge Machining – WEDM) è una tecnologia di lavorazione avanzata che consente il taglio preciso di materiali conduttivi mediante un flusso elettrico. Questo metodo permette la realizzazione di progetti complessi e la lavorazione di elementi con altissima durezza, mantenendo un’elevata precisione dimensionale.
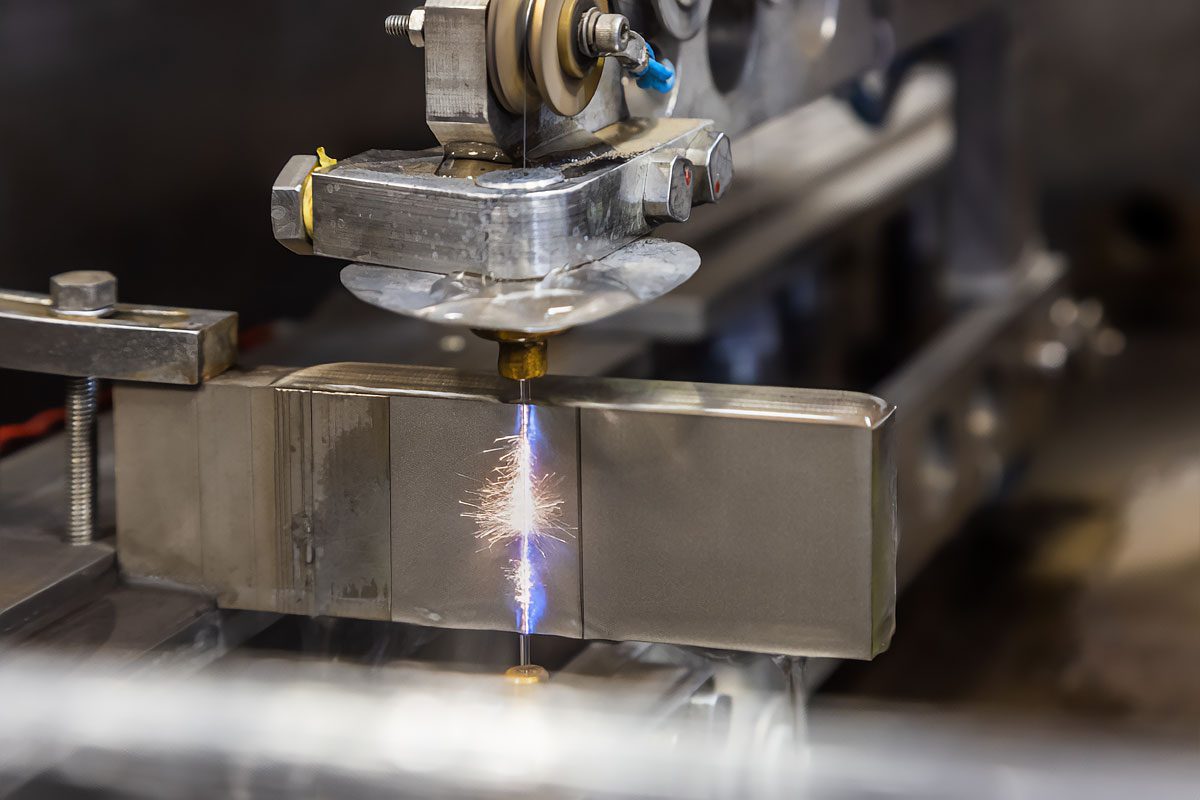
Il processo WEDM utilizza un sottile filo metallico guidato attraverso il pezzo da lavorare, solitamente immerso in un serbatoio con un fluido dielettrico, più spesso acqua deionizzata. Il filo agisce come elettrodo e durante la lavorazione non entra in contatto diretto con il materiale. Nel momento in cui la tensione tra gli elettrodi aumenta, l’intensità del campo elettrico cresce, portando alla rottura del dielettrico e alla creazione di un arco elettrico. L’energia di questo arco rimuove il materiale dalla superficie lavorata.
La tecnologia WEDM consente la lavorazione efficace sia di materiali molto duri che delicati, che non sono adatti ai metodi di taglio convenzionali. Permette la lavorazione precisa di acciai per utensili con una durezza fino a 64 HRC. Questa soluzione è particolarmente efficace nella creazione di forme e contorni complessi, la cui realizzazione con altri metodi sarebbe difficile o impossibile. L’assenza di interazioni meccaniche durante la lavorazione evita deformazioni e danni alla superficie del materiale.
Precisione e accuratezza della WEDM nella produzione di elementi con forme complesse
L’elettroerosione a filo rappresenta un metodo di lavorazione moderno, che consente di raggiungere un’elevata precisione nella produzione di elementi complessi. La tecnologia permette di ottenere un’accuratezza dell’ordine di ±0,001 mm, e in alcuni casi anche di ±0,0001 mm. Tale elevata precisione rende la WEDM insostituibile nei settori che richiedono la massima qualità e una precisa ripetibilità.
Il processo di elettroerosione utilizza un sottile filo che funge da elettrodo, il quale si muove secondo un percorso programmato, rimuovendo il materiale attraverso una serie di scariche elettriche. L’assenza di contatto diretto tra l’utensile e il pezzo da lavorare elimina il rischio di deformazioni meccaniche, il che è fondamentale nella produzione di componenti delicati.
Creazione di geometrie complesse
L’elettroerosione a filo consente la produzione di forme complesse, difficili da ottenere con i metodi di lavorazione convenzionali. La tecnologia permette il taglio preciso di angoli interni acuti, pareti sottili e dettagli minuti.
Le applicazioni della WEDM includono:
- profili di ingranaggi con forme non standard, inclusi ingranaggi interni,
- elementi con profilo a vite, come utensili da taglio con scanalature a spirale,
- elementi con contorni multiassiali e superfici curve,
- microelementi che richiedono dettagli formati con precisione.
L’integrazione con i sistemi CNC consente all’elettroerosione a filo la programmazione precisa dei percorsi di taglio, il che permette la realizzazione di progetti complessi secondo le specifiche. L’automazione del processo aumenta l’efficienza, riduce il rischio di errori e garantisce un’elevata qualità di produzione.
Curiosità: L’elettroerosione a filo può utilizzare fili con un diametro di appena 0,02 mm, consentendo la creazione di microstrutture e dettagli molto fini, impossibili da ottenere con altri metodi di lavorazione.
Ripetibilità e stabilità del processo
L’elettroerosione a filo (WEDM) è caratterizzata da un’eccezionale ripetibilità del processo. Le macchine per elettroerosione raggiungono una precisione di ±0,002 mm, grazie al controllo preciso dei servomotori del filo e degli alimentatori che regolano le scariche elettriche.
La stabilità del processo è fondamentale nella produzione in serie, dove ogni componente deve soddisfare requisiti di qualità identici. Grazie a questa ripetibilità, l’elettroerosione a filo trova applicazione nell’industria aerospaziale, medica ed elettronica.
La precisione del processo dipende da molti fattori che possono essere ottimizzati per ottenere i migliori risultati. I parametri chiave che influenzano la precisione della lavorazione sono la corrente impulsiva, la larghezza dell’impulso e l’intervallo tra gli impulsi. L’adeguamento appropriato di questi valori consente di ottenere un processo di elettroerosione stabile ed efficiente.
La manutenzione regolare delle macchine WEDM, inclusa la calibrazione dei sistemi di controllo, contribuisce a mantenere un’elevata precisione. La pulizia delle superfici delle guide e delle viti previene l’influenza di depositi e corpi estranei sulla precisione della lavorazione.
Qualità della superficie ed eliminazione della lavorazione secondaria
L’elettroerosione a filo consente di ottenere una superficie eccezionalmente liscia, spesso migliore rispetto ai metodi di lavorazione convenzionali. La rugosità superficiale può raggiungere un valore Ra di 0,2 micron o meno, eliminando la necessità di ulteriori operazioni di finitura.
L’elevata qualità della superficie è particolarmente importante nei componenti che interagiscono, dove l’accoppiamento preciso influisce sulla funzionalità dell’intero meccanismo. Le superfici lisce riducono l’attrito, il che si traduce in una maggiore durata e una migliore efficienza operativa dei dispositivi.
Il processo di elettroerosione genera una quantità minima di calore, il che riduce il rischio di danni termici ai componenti lavorati. Ciò è particolarmente vantaggioso per i materiali sensibili alle alte temperature, dove i metodi di lavorazione tradizionali potrebbero portare a cambiamenti strutturali e al deterioramento delle proprietà meccaniche.
L’assenza della necessità di lavorazione secondaria si traduce in un risparmio di tempo e costi di produzione. I componenti realizzati con il metodo dell’elettroerosione a filo spesso non richiedono rettifica o lucidatura, il che riduce i tempi di consegna degli ordini e aumenta l’efficienza dei processi produttivi.
Suggerimento: Nella progettazione di parti da lavorare con il metodo WEDM, è necessario considerare il raggio interno minimo, che dipende dal diametro del filo utilizzato. I fili standard hanno un diametro da 0,1 a 0,3 mm, il che consente di ottenere raggi interni da 0,05 a 0,15 mm.
Applicazione dell’elettroerosione a filo nell’industria medica e odontoiatrica
L’industria medica e odontoiatrica richiede componenti precisi e affidabili che devono soddisfare rigorosi standard di sicurezza e funzionalità. L’elettroerosione a filo (WEDM) rappresenta una tecnologia chiave nella produzione di dispositivi medici avanzati, offrendo la possibilità di creare elementi complessi da materiali biocompatibili.
La tecnologia WEDM consente di raggiungere tolleranze dell’ordine di pochi micron, il che è essenziale nella produzione di parti che richiedono un accoppiamento perfetto o tagli molto precisi. Questo processo è particolarmente efficace nella lavorazione di materiali comunemente usati nei dispositivi medici, come il titanio o l’acciaio inossidabile.
La finitura superficiale liscia, ottenuta con il metodo dell’elettroerosione a filo, è di fondamentale importanza per gli impianti, poiché riduce il rischio di infezioni e favorisce una migliore integrazione con l’organismo. La capacità di creare elementi microscopici consente innovazioni negli interventi chirurgici minimamente invasivi e nella diagnostica moderna.
Strumenti chirurgici e componenti per impianti
L’elettroerosione a filo è ampiamente utilizzata nella produzione di strumenti chirurgici di precisione, come forbici, pinze o morsetti. Questi strumenti richiedono elementi tagliati perfettamente per garantire un’elevata efficacia durante le operazioni. La WEDM consente la produzione di bordi affilati e precisi, essenziali per tali strumenti.
La precisione del processo di elettroerosione garantisce che le lame delle forbici chirurgiche eseguano tagli netti e precisi. Ciò è di enorme importanza durante le operazioni complesse, dove l’accuratezza degli strumenti influisce sul successo dell’intervento e sulla sicurezza del paziente.
Nella produzione di impianti ortopedici, come protesi d’anca, di ginocchio o di spalla, l’elettroerosione a filo consente la creazione di componenti dettagliati e individuali, adattati all’anatomia del paziente. La tecnologia permette di realizzare elementi con forme complesse, cavità interne e angoli acuti, difficili da ottenere con altri metodi.
L’elettroerosione a filo trova applicazione anche nella produzione di piccoli elementi, come ganci, clip o strumenti per l’introduzione e la distribuzione, utilizzati nella chirurgia moderna. La capacità di lavorare con precisione materiali duri e specialistici senza deformazioni rende la WEDM una soluzione ideale per i componenti medici delicati.
Curiosità: L’elettroerosione a filo è uno dei pochi metodi di lavorazione che consente il taglio preciso del nitinolo – una lega di nichel e titanio con memoria di forma, ampiamente utilizzata nella produzione di stent vascolari e impianti.
Applicazioni in odontoiatria e microfluidica
In odontoiatria, l’elettroerosione a filo svolge un ruolo significativo nella produzione di impianti dentali che richiedono precisione per un adattamento ideale e una sicura integrazione con l’osso. La WEDM consente la creazione di impianti con filettature precise, scanalature e dettagli che garantiscono funzionalità e comfort.
Gli impianti dentali beneficiano delle capacità dell’elettroerosione, poiché richiedono elementi miniaturizzati e strumenti di taglio molto sottili per un posizionamento ideale. La precisione del processo consente la creazione di forme complesse, essenziali per la durabilità degli impianti.
In optometria, la WEDM è utilizzata nella produzione di elementi per dispositivi diagnostici e terapeutici avanzati. La capacità di lavorare con precisione componenti microscopici è di enorme importanza per lo sviluppo delle moderne tecnologie in oftalmologia.
Nella diagnostica medica, la microfluidica utilizza componenti prodotti con il metodo dell’elettroerosione a filo. Sistemi come il lab-on-a-chip richiedono canali e strutture precise che non possono essere ottenute con metodi tradizionali. La WEDM garantisce una precisione micrometrica, indispensabile per l’efficacia di questi dispositivi.
Le applicazioni della WEDM in odontoiatria e microfluidica includono:
- impianti dentali con filettature e superfici precise,
- strumenti per procedure odontoiatriche,
- microcanali nei sistemi diagnostici,
- componenti per dispositivi di somministrazione di farmaci,
- elementi di micropompe e valvole mediche.
Suggerimento: Durante la progettazione di componenti medici per la produzione tramite WEDM, è fondamentale considerare la biocompatibilità del materiale e la resistenza alla corrosione in condizioni biologiche, aspetti cruciali per il funzionamento a lungo termine dell’impianto.
Innovazioni nella progettazione di dispositivi medici
L’elettroerosione a filo supporta lo sviluppo di moderni dispositivi medici, consentendo la creazione di elementi precedentemente impossibili da realizzare. La tecnologia permette la miniaturizzazione, che è una direzione importante nello sviluppo della medicina contemporanea.
La possibilità di produrre componenti microscopici mantenendo un’elevata precisione rende la WEDM indispensabile nella creazione di dispositivi diagnostici avanzati, come microsensori per il monitoraggio dei parametri fisiologici o strumenti miniaturizzati per interventi minimamente invasivi.
Il processo di elettroerosione minimizza anche la quantità di scarti, il che è significativo nella produzione di attrezzature mediche. Il filo rimuove solo la quantità di materiale necessaria, limitando le perdite e riducendo i costi di produzione pur mantenendo la qualità.
Nella produzione di protesi avanzate, la WEDM consente la creazione di componenti leggeri, durevoli e dalle forme complesse, che meglio riflettono le parti naturali del corpo. La lavorazione precisa del titanio e di altre leghe biocompatibili permette la progettazione di protesi funzionali e confortevoli.
La tecnologia WEDM trova applicazione anche nella produzione di siringhe avanzate e sistemi di somministrazione di farmaci. L’accuratezza della lavorazione garantisce il controllo delle dimensioni, il che è importante per un dosaggio preciso e la sicurezza d’uso.
L’elettroerosione a filo supporta anche lo sviluppo della medicina personalizzata, consentendo la creazione di impianti e strumenti adattati alle esigenze individuali dei pazienti. La personalizzazione degli elementi medici migliora i risultati del trattamento e il comfort, rappresentando una direzione importante nello sviluppo dell’assistenza sanitaria moderna.
Vantaggi economici dell’elettroerosione a filo nella produzione in serie
L’elettroerosione a filo (WEDM) rappresenta un investimento iniziale significativo per le aziende manifatturiere, tuttavia, a lungo termine, offre numerosi vantaggi economici, soprattutto nella produzione in serie. L’analisi del costo totale di proprietà di una macchina WEDM dimostra che questa tecnologia può portare a notevoli risparmi finanziari, aumentando al contempo l’efficienza e la qualità dei componenti prodotti.
Studi del 2025 indicano che i costi operativi legati all’utilizzo del filo rappresentano la spesa maggiore nel processo di elettroerosione a filo. Le moderne macchine WEDM, dotate di tecnologie avanzate per la riduzione del consumo di filo, consentono di diminuirne l’utilizzo fino al 50%, generando significativi risparmi su base annua.
Ottimizzazione del consumo di materiali di consumo
Uno dei fattori chiave che influenzano l’economicità dell’elettroerosione a filo è il consumo del filo, che costituisce una parte significativa dei costi operativi. Le moderne macchine WEDM offrono ampie funzioni di controllo dello svolgimento del filo, consentendo una notevole riduzione del suo consumo senza compromettere la qualità del taglio o la finitura superficiale.
Le aziende riportano risparmi nell’ordine del 30-50% dopo l’implementazione di moderni sistemi WEDM. Per un impianto che opera su un singolo turno, i risparmi annuali possono variare da 8.000 EUR a 10.000 EUR per ogni macchina. In caso di lavoro su più turni, queste cifre possono essere ancora più elevate.
Con un consumo standard di circa 1,16 kg di filo all’ora nelle macchine più vecchie, un’azienda che lavora 2000 ore all’anno consuma circa 2320 kg di filo. Con un prezzo medio del filo di ottone di circa 25 EUR al chilogrammo, il costo annuale raggiunge i 58.000 EUR. Le macchine moderne che consumano la metà del filo consentono di risparmiare circa 29.000 EUR all’anno.
Oltre al filo, l’elettroerosione a filo porta risparmi grazie a una maggiore durata delle macchine e alla riduzione dei tempi di inattività. I sistemi di infilatura automatica del filo riducono il tempo necessario per riprendere il processo dopo la rottura del filo, aumentando l’efficienza della produzione.
Suggerimento: Quando si sceglie una macchina WEDM, è importante prestare attenzione all’indicatore di consumo del filo fornito dal produttore, poiché le differenze tra i modelli possono influenzare significativamente i costi operativi a lungo termine.
Riduzione dei costi di lavorazione secondaria
L’elettroerosione a filo offre significativi risparmi economici eliminando o riducendo la necessità di lavorazioni secondarie. I metodi tradizionali richiedono spesso operazioni aggiuntive, come la rettifica, la lucidatura o la sbavatura, il che aumenta i costi di produzione.
La WEDM consente di ottenere una finitura eccezionalmente liscia, eliminando in molti casi la necessità di ulteriori finiture. La rugosità superficiale ottenibile nel processo di elettroerosione a filo può essere Ra 0,2 micron o meno, il che corrisponde agli effetti della rettifica.
L’eliminazione della lavorazione secondaria comporta:
- riduzione dei tempi di produzione,
- diminuzione dei costi di manodopera,
- limitazione del consumo di utensili di finitura,
- minore rischio di errori nelle operazioni di finitura,
- aumento della capacità produttiva.
Le aziende indicano che il consolidamento di diverse fasi in un unico processo di elettroerosione a filo consente di ridurre i costi totali di produzione di componenti complessi fino al 50%. Per le parti che richiedono una finitura di alta qualità, i risparmi possono essere ancora maggiori.
Curiosità: Alcune aziende riferiscono che i pezzi prodotti con il metodo di elettroerosione a filo, che in precedenza richiedevano diverse ore di lucidatura manuale, ora escono dalla macchina con una finitura superficiale pronta, eliminando completamente la lavorazione aggiuntiva.
Aumento dell’efficienza nella produzione in serie
L’elettroerosione a filo aumenta significativamente l’efficienza della produzione in serie attraverso l’automazione del processo e la minimizzazione dell’intervento dell’operatore. Le moderne macchine WEDM operano in modalità non presidiata per molte ore, garantendo un utilizzo ottimale del tempo.
I sistemi avanzati di controllo numerico consentono una programmazione precisa dei percorsi di taglio, assicurando la coerenza e la ripetibilità dei componenti. Questo è fondamentale nella produzione in serie, dove tutti i componenti devono soddisfare gli stessi elevati standard di qualità.
L’elettroerosione a filo consente la lavorazione simultanea di più pezzi, aumentando significativamente la produttività. Una progettazione adeguata degli attrezzi e l’ottimizzazione dei programmi di lavorazione aumentano il numero di pezzi prodotti in un singolo ciclo.
I vantaggi economici dell’elettroerosione a filo nella produzione in serie includono:
- riduzione dei costi di manodopera grazie all’automazione,
- minimizzazione delle perdite di materiale,
- aumento della capacità produttiva,
- miglioramento della qualità e della ripetibilità,
- riduzione dei costi energetici e dell’impatto ambientale.
Le moderne macchine WEDM dispongono di funzioni di regolazione automatica dei parametri in tempo reale. I sistemi adattivi modificano l’energia dell’impulso, la larghezza e gli intervalli tra gli impulsi a seconda delle condizioni di lavorazione, garantendo la massima qualità ed efficienza.
L’elettroerosione a filo consente anche un significativo risparmio energetico rispetto ai metodi classici. Le macchine WEDM consumano meno energia rispetto ai tradizionali centri di lavorazione, il che riduce i costi operativi e diminuisce l’impatto ambientale.
L’elettroerosione a filo come alternativa ai metodi tradizionali di lavorazione dei metalli
L’elettroerosione a filo (WEDM) rappresenta un’alternativa avanzata ai metodi convenzionali di lavorazione dei metalli, offrendo soluzioni tecnologiche non disponibili nei processi classici. A differenza di tecniche come la fresatura o la tornitura, la WEDM utilizza una serie di scariche elettriche per rimuovere materiale, eliminando il contatto dell’utensile con il pezzo in lavorazione. Questa differenza si traduce in numerosi vantaggi che rendono l’elettroerosione a filo una soluzione preferita in molteplici applicazioni industriali.
Il processo WEDM si basa su scariche elettriche controllate con precisione tra il filo e il materiale da lavorare, immersi in un fluido dielettrico. Il filo, solitamente in ottone o leghe di rame, si muove lungo un percorso programmato, rimuovendo il materiale tramite erosione elettrica. Questo metodo consente di ottenere un’eccezionale precisione dimensionale e geometrica, irraggiungibile con le tecniche tradizionali.
Vantaggi rispetto ai metodi convenzionali
L’elettroerosione a filo offre vantaggi significativi rispetto alle tecniche tradizionali, in particolare nella lavorazione di materiali ad alta durezza. Mentre i processi convenzionali incontrano difficoltà nella lavorazione di acciai temprati o carburi sinterizzati, l’elettroerosione a filo li gestisce senza problemi. La durezza del materiale non influisce sull’efficacia del processo di elettroerosione, il che rappresenta un vantaggio significativo rispetto ai metodi classici.
L’elettroerosione a filo consente di creare forme interne complesse, difficili da ottenere con utensili convenzionali. Angoli interni acuti, raggi piccoli o fessure strette vengono realizzati facilmente con il metodo WEDM, mentre i metodi tradizionali incontrano limitazioni dovute alla geometria degli utensili.
Il processo WEDM elimina i problemi legati alle forze di taglio che si presentano nelle tecniche tradizionali. L’assenza di contatto tra l’utensile e il materiale significa l’assenza di sollecitazioni meccaniche che potrebbero portare a deformazioni. Ciò è particolarmente importante nella lavorazione di componenti a parete sottile o delicati.
L’elettroerosione a filo consente inoltre una lavorazione precisa dei materiali dopo il trattamento termico, senza il rischio di alterazioni delle proprietà meccaniche. Nei metodi tradizionali, la lavorazione dei materiali dopo la tempra spesso richiede l’uso di utensili speciali e costosi.
L’elettroerosione a filo permette di raggiungere tolleranze dell’ordine di ±0,001 mm, paragonabili allo spessore di un capello umano (circa 0,05-0,07 mm). Tale livello di precisione è praticamente irraggiungibile per la maggior parte dei metodi di lavorazione tradizionali.
Servizi di lavorazione dei metalli CNC
Efficienza e versatilità delle applicazioni
L’elettroerosione a filo si distingue per la sua grande versatilità in termini di materiali lavorabili. L’unico requisito è la conduttività elettrica, che consente la lavorazione di un’ampia gamma di metalli e leghe, dall’alluminio alle superleghe di nichel. I metodi tradizionali spesso presentano limitazioni quando si lavora con materiali esotici, mentre l’elettroerosione a filo li lavora con la stessa efficacia.
Il processo WEDM è molto efficace per tagli profondi e la creazione di cavità. La fresatura tradizionale richiede l’uso di utensili lunghi con un elevato rapporto lunghezza/diametro, il che causa vibrazioni e riduce la qualità. L’elettroerosione a filo non incontra tali problemi e consente di realizzare fori con un rapporto lunghezza/diametro fino a 100:1.
L’elettroerosione a filo consente inoltre di realizzare forme complesse in un’unica impostazione, eliminando la necessità di molteplici riattrezzaggi e cambi di utensile. Ciò si traduce in una riduzione dei tempi di produzione e una diminuzione del rischio di errori di posizionamento. I metodi tradizionali richiedono molte operazioni, il che allunga i tempi e aumenta i costi.
Il processo WEDM è caratterizzato da una formazione minima di bave, comuni nei metodi tradizionali. I tagli puliti ottenuti con l’elettroerosione a filo eliminano spesso la necessità di sbavatura e altre operazioni di finitura, migliorando la qualità e riducendo i tempi di produzione.
Suggerimento: Nella progettazione di parti per WEDM, è consigliabile prevedere la possibilità di integrare più componenti in uno solo, il che semplifica l’assemblaggio e riduce il numero di punti di guasto.
Applicazioni specialistiche e insolite
L’elettroerosione a filo trova applicazione in settori specialistici, dove i metodi tradizionali incontrano limitazioni. Un esempio è la produzione di stampi a iniezione con geometrie complesse. La WEDM consente di creare canali di raffreddamento precisi, superfici di separazione complesse e piccoli dettagli difficili da ottenere con i metodi classici.
Nell’industria aeronautica, l’elettroerosione a filo è utilizzata per la produzione di componenti di turbine e motori che devono soddisfare i più elevati standard di qualità. La capacità di lavorare superleghe resistenti alle alte temperature mantenendo la precisione rende questa tecnologia indispensabile in questo settore.
L’elettroerosione a filo è fondamentale nella produzione di utensili per stampaggio e tranciatura, dove sono richieste alta precisione e durata. Consente la creazione di punzoni e matrici complessi da materiali duri, garantendo una lunga durata e ripetibilità.
Nell’industria elettronica, la WEDM è utilizzata per la produzione di componenti precisi, come connettori, alloggiamenti o elementi di circuiti integrati. La capacità di creare dettagli microscopici con elevata precisione rende l’elettroerosione a filo ideale per questo settore, orientato alla miniaturizzazione.
L’elettroerosione a filo è utilizzata anche nella produzione di componenti insoliti, come:
- componenti di orologi meccanici con geometria complessa,
- parti precise per sistemi ottici e laser,
- microcomponenti per sistemi microelettromeccanici (MEMS),
- strumenti chirurgici specialistici con forme complesse,
- elementi prototipali per la ricerca scientifica.
L’elettroerosione a filo rappresenta un’alternativa ideale ai metodi tradizionali in progetti che richiedono la massima precisione, forme complesse e materiali difficili. Sebbene questo processo possa essere più lento e costoso di alcuni metodi classici, le sue capacità uniche lo rendono insostituibile in molti settori industriali.
L’elettroerosione a filo nella creazione di modelli e prototipi nel processo di ricerca e sviluppo
Il processo di ricerca e sviluppo (R&S) richiede strumenti che consentano una trasformazione rapida e precisa dei concetti in modelli reali. L’elettroerosione a filo (WEDM) svolge un ruolo significativo in questo ambito, garantendo elevata precisione e flessibilità nella creazione di prototipi con forme complesse. Questa tecnologia permette di accelerare la progettazione e il collaudo di nuovi prodotti, il che è fondamentale nei settori innovativi.
Prototipazione rapida e iterazione dei progetti
L’elettroerosione a filo consente la rapida creazione di modelli che riproducono fedelmente i dettagli della documentazione tecnica. Questo processo elimina le lunghe preparazioni degli utensili, riducendo significativamente i tempi di realizzazione dei progetti. La WEDM consente inoltre l’introduzione immediata di modifiche costruttive, il che è importante durante i test iterativi.
I prototipi realizzati con il metodo dell’elettroerosione a filo sono caratterizzati da alta precisione, consentendo test funzionali affidabili. La riproduzione precisa del progetto permette di valutare se l’elemento soddisfa i requisiti tecnici e, se necessario, di apportare rapidamente correzioni.
Curiosità: La WEDM permette di creare prototipi con tolleranze di ±0,001 mm, rendendoli quasi identici alle versioni di produzione. Tale precisione minimizza il rischio di problemi durante il passaggio alla produzione in serie.
Versatilità dei materiali e complessità geometrica
L’elettroerosione a filo (WEDM) consente la lavorazione di un’ampia gamma di materiali conduttivi, come acciaio inossidabile, titanio o superleghe di nichel. Questa versatilità è particolarmente importante nella ricerca e sviluppo, dove spesso vengono confrontati diversi materiali per trovare la soluzione migliore per un progetto.
La tecnologia WEDM permette anche di creare forme complesse che sarebbero difficili da realizzare con metodi tradizionali. Superfici curve, angoli acuti o cavità interne possono essere tagliate con precisione senza la necessità di utilizzare strumenti aggiuntivi.
Elenco di esempi di applicazioni WEDM nella prototipazione:
- Produzione di elementi con contorni multiasse
- Creazione di microstrutture per test tecnologici
- Lavorazione di componenti con spessore delle pareti variabile
- Prototipi di stampi per fusione o iniezione
Suggerimento: Nella progettazione di prototipi, è consigliabile considerare una costruzione modulare, che faciliterà le modifiche e il collaudo di diverse versioni del progetto.
Riduzione dei costi e dei rischi
L’elettroerosione a filo consente di ridurre significativamente i costi associati alla creazione di prototipi. La mancanza della necessità di una complessa preparazione degli utensili e la possibilità di lavorare con diversi materiali rendono questo processo più economico rispetto ai metodi classici. L’eliminazione degli utensili da taglio specializzati riduce anche i costi di produzione e manutenzione.
La WEDM riduce anche il rischio di errori nel passaggio dal progetto alla produzione in serie. I prototipi realizzati con questo metodo sono quasi identici ai prodotti finali, il che consente di rilevare rapidamente eventuali problemi di progettazione o tecnologici. L’identificazione precoce di tali problemi riduce il rischio di costose correzioni nella fase di produzione.
Inoltre, l’elettroerosione a filo consente un uso efficiente dei materiali grazie a tagli precisi e alla riduzione degli scarti. Ciò è particolarmente importante quando si lavora con materie prime costose, come il titanio o le superleghe di nichel, spesso utilizzate nei progetti di ricerca e sviluppo.
Curiosità: Nella ricerca sulle tecnologie aeronautiche, la WEDM è utilizzata per creare prototipi di componenti di motori a reazione, capaci di operare in condizioni estreme. Questa tecnologia permette di riprodurre geometrie complesse e di mantenere le proprietà meccaniche richieste.
Accelerazione dell’innovazione
L’elettroerosione a filo supporta la ricerca e lo sviluppo accelerando il ciclo di creazione dell’innovazione. La rapida produzione di prototipi consente test dinamici di nuovi concetti e il loro perfezionamento in breve tempo. Ciò permette un’introduzione più rapida di nuovi prodotti sul mercato e un aumento della competitività delle imprese.
La tecnologia trova applicazione in settori come l’aeronautica, l’automotive, la medicina, dove il continuo sviluppo tecnologico è di cruciale importanza. La capacità di creare rapidamente modelli concettuali rende l’elettroerosione a filo uno strumento insostituibile nel lavoro dei team di R&S.
L’elettroerosione a filo offre opportunità uniche nel processo di ricerca e sviluppo grazie all’alta precisione, alle ampie possibilità di lavorazione dei materiali e all’efficienza dei costi. La tecnologia supporta non solo la creazione di prototipi accurati, ma anche lo sviluppo di soluzioni tecniche innovative in ogni fase di realizzazione del progetto.
Deformazioni minime del materiale nella lavorazione di elementi delicati con WEDM
L’elettroerosione a filo (WEDM) si distingue per la capacità di lavorare con precisione elementi delicati senza il rischio di deformazioni meccaniche. L’assenza di contatto diretto tra il filo e il materiale elimina il pericolo di danni, il che è di fondamentale importanza per componenti a parete sottile o fragili.
Il processo WEDM si basa sulla rimozione del materiale tramite scariche elettriche che non generano sollecitazioni meccaniche. Ciò consente la lavorazione di materiali soggetti a danni durante il taglio tradizionale. Questa tecnologia è ideale per la produzione di elementi che devono mantenere la geometria e la struttura originali.
Mantenimento dell’integrità del materiale
La WEDM consente la lavorazione precisa di materiali dopo la tempra senza rischio di deformazioni o alterazioni strutturali. Ciò è fondamentale nella produzione di componenti che devono mantenere parametri meccanici come resistenza o durezza. L’assenza di sollecitazioni permette la produzione di elementi con elevata durabilità e precisione.
La minimizzazione delle deformazioni è particolarmente importante nell’industria aeronautica, dove anche piccole deformazioni possono influire sulla sicurezza e sull’affidabilità. La WEDM consente la creazione di forme complesse in parti a parete sottile, garantendo la conformità ai requisiti di qualità.
Suggerimento: Nella progettazione di elementi delicati per la lavorazione WEDM, è vantaggioso utilizzare uno spessore minimo del materiale, il che migliora la precisione e riduce il rischio di deformazioni. Le pareti sottili possono essere lavorate mantenendo le forme originali.
Protezione della struttura del materiale
Il processo WEDM genera quantità minime di calore, il che limita il rischio di danni termici. Ciò è particolarmente importante nella lavorazione di materiali sensibili alle alte temperature, come il titanio o alcune leghe di alluminio. I metodi convenzionali spesso portano al surriscaldamento del materiale, causando alterazioni strutturali e un peggioramento delle proprietà.
La tecnologia di elettroerosione consente un taglio preciso senza influire sulla microstruttura, preservando le caratteristiche meccaniche originali del materiale. Ciò rende la WEDM perfettamente adatta alla produzione di componenti che richiedono elevata resistenza e durezza.
L’elettroerosione a filo consente la lavorazione di materiali resistenti alla corrosione, come l’acciaio inossidabile o il titanio, senza danni meccanici o termici. Ciò è importante nella produzione di elementi utilizzati in ambienti aggressivi, ad esempio nell’industria marittima o chimica.
Applicazione nella produzione di componenti di precisione
L’elettroerosione a filo trova ampia applicazione nella produzione di elementi di precisione per settori che richiedono la massima qualità, come l’aeronautica, la medicina e l’elettronica. Questa tecnologia consente di creare forme complesse mantenendo deformazioni minime, il che è fondamentale per garantire funzionalità e sicurezza.
La WEDM permette la lavorazione di materiali duri, inclusi acciai temprati o carburi sinterizzati, senza rischio di crepe o danni. Ciò è particolarmente importante per le parti che devono mantenere durabilità, resistenza all’usura e alta precisione.
Esempi di applicazioni WEDM nella produzione di componenti di precisione:
- Componenti aeronautici: turbine, pale, parti di motori
- Componenti medici: impianti, strumenti chirurgici, microfluidica
- Parti elettroniche: microelementi, connettori, alloggiamenti
Nella scelta del materiale per la lavorazione WEDM, è essenziale la sua conduttività elettrica. Materiali come il rame o l’ottone, caratterizzati da alta conduttività, si prestano perfettamente a questo processo.
Riepilogo
L’elettroerosione a filo (WEDM) rappresenta una tecnologia rivoluzionaria nella moderna lavorazione dei metalli, offrendo capacità eccezionali in termini di precisione, accuratezza e varietà di applicazioni. Questa tecnica consente di creare elementi con forme complesse ad alta precisione, rendendola insostituibile in molti settori industriali.
La WEDM trova ampia applicazione nel settore medico e odontoiatrico, dove la precisione e la biocompatibilità dei materiali giocano un ruolo chiave. Nella produzione in serie, consente significativi vantaggi economici riducendo i costi di lavorazione di finitura e ottimizzando il consumo di materiali di consumo. Come alternativa ai metodi di lavorazione convenzionali, permette di lavorare materiali ad alta durezza senza rischio di danni meccanici.
Nel processo di ricerca e sviluppo, la WEDM accelera il ciclo di innovazione, consentendo una rapida prototipazione e una facile introduzione di modifiche nei progetti. La minimizzazione delle deformazioni del materiale durante la lavorazione rende questa tecnologia perfettamente adatta alla produzione di componenti delicati, a parete sottile e con geometrie complesse.
L’elettroerosione a filo sta cambiando l’approccio alla lavorazione dei metalli, offrendo soluzioni irraggiungibili con i metodi tradizionali. Le proprietà uniche della WEDM la rendono una tecnologia chiave per le aziende che cercano soluzioni innovative, precise ed efficaci nella produzione di componenti avanzati.
Fonti:
- https://en.wikipedia.org/wiki/Electrical_discharge_machining
- https://www.nature.com/articles/s41598-025-90486-2
- https://www.mdpi.com/1996-1944/16/1/114
- https://www.frontiersin.org/journals/mechanical-engineering/articles/10.3389/fmech.2024.1322605/full
- http://rme-journal.org/index.php/asd/article/view/160
- https://www.degruyter.com/document/doi/10.1515/rams-2022-0288/html
- https://www.modelcraft.net/the-role-of-wire-edm-in-producing-high-precision-components
- https://www.camtechedm.com/the-major-advantages-of-creating-prototypes-using-wire-edm/
- https://www.bdeinc.com/blog/wire-edm-vs-traditional-machining-a-comparative-analysis/
- https://proleantech.com/benefits-of-wire-edm-cut-process/
- https://www.edmdept.com/from-aerospace-to-medical-devices-applications-of-wire-edm-in-different-industries/