
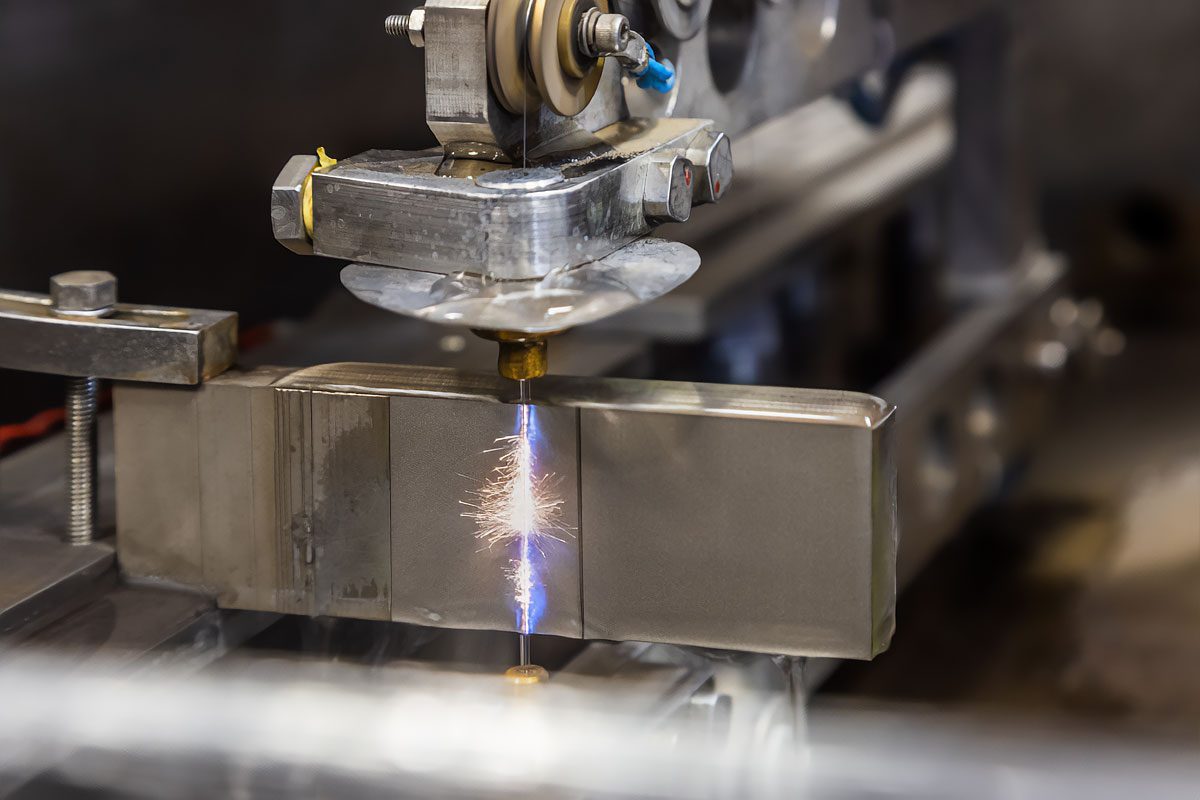
L’elettroerosione a filo WEDM è uno dei metodi più precisi per la lavorazione di materiali conduttori di elettricità. La tecnologia utilizza un sottile filo metallico come elettrodo, che non tocca direttamente il materiale da lavorare. Il processo si basa su scariche elettriche controllate che erodono particelle microscopiche di metallo dalla superficie di lavoro.
L’applicazione della WEDM comprende la produzione di componenti con dimensioni da pochi micrometri a diverse centinaia di millimetri. Il metodo consente la creazione di geometrie complesse, impossibili da realizzare con i metodi di lavorazione tradizionali. La precisione dimensionale raggiunge tolleranze dell’ordine di ±0,001 mm, rendendo la tecnologia insostituibile nell’industria che richiede la massima accuratezza.
Lo sviluppo delle macchine WEDM ha permesso la lavorazione di materiali con durezza superiore a 65 HRC. Il processo avviene in un ambiente di fluido dielettrico, solitamente acqua deionizzata, che raffredda il materiale e rimuove i prodotti dell’erosione. L’automazione dei sistemi moderni consente ore di lavoro senza la supervisione dell’operatore.
Cos’è l’elettroerosione a filo WEDM e come funziona la tecnologia?
L’elettroerosione a filo sfrutta il fenomeno dell’erosione elettrica tra due elettrodi con polarità opposte. Il filo di lavoro, che funge da elettrodo negativo, conduce una corrente elettrica con parametri controllati. Il materiale da lavorare costituisce l’elettrodo positivo nel circuito elettrico. Quando la distanza tra gli elettrodi si riduce a pochi micrometri, si genera una scarica a scintilla.
L’energia di ogni impulso elettrico è controllata con precisione dal generatore EDM. La frequenza degli impulsi può raggiungere diverse centinaia di migliaia di scariche al secondo. La temperatura nel punto di scarica supera i 10.000°C, causando la fusione e l’evaporazione locale del materiale. I prodotti dell’erosione vengono immediatamente rimossi dal fluido dielettrico che scorre.
Meccanismo del processo di elettroerosione
Il generatore di impulsi produce scariche con una durata da 0,1 a 500 microsecondi. Le pause tra gli impulsi consentono la dissipazione del calore e la rimozione dei prodotti dell’erosione. Il rapporto tra il tempo dell’impulso e la pausa determina la rugosità della superficie e la velocità di lavorazione. Impulsi brevi garantiscono una superficie liscia, ma riducono l’efficienza del processo.
Il sistema di controllo CNC controlla la traiettoria del filo nello spazio tridimensionale. Il filo viene continuamente alimentato da una bobina di alimentazione e avvolto su una bobina di raccolta. La velocità di avanzamento del filo si adatta automaticamente alle condizioni di lavorazione. La tensione del filo è mantenuta costante da un sistema di controllo della tensione.
Il fluido dielettrico svolge un ruolo chiave nel processo di elettroerosione. L’acqua deionizzata ha una bassa conduttività elettrica, il che previene scariche incontrollate. La pressione del fluido è solitamente di 5-20 bar, garantendo un efficace lavaggio della fessura di lavoro. La temperatura del fluido è stabilizzata da un sistema di raffreddamento.
Tipi di fili da lavoro e loro applicazioni
Il filo di ottone con un diametro di 0,25 mm è lo standard nella maggior parte delle applicazioni. Il contenuto di zinco nell’ottone influisce sulla stabilità del processo e sulla qualità della superficie. I fili di rame garantiscono una maggiore velocità di taglio per materiali ad alta conduttività. L’acciaio inossidabile come materiale per il filo trova applicazione nella lavorazione di materiali magnetici.
I fili rivestiti di zinco offrono una migliore stabilità dell’arco elettrico. Il molibdeno come materiale per il filo è utilizzato nella lavorazione dei carburi cementati. Il diametro del filo, da 0,02 a 0,33 mm, determina il raggio di curvatura minimo. Fili più sottili consentono la realizzazione di angoli più acuti e fori più piccoli.
I fili a sezione rettangolare trovano applicazione in applicazioni speciali. La superficie della sezione influisce sulla stabilità delle scariche elettriche. La qualità del filo determina la ripetibilità delle dimensioni dei pezzi lavorati. Sistemi di controllo automatici rilevano le rotture del filo e riprendono il processo.
Quali piccoli dettagli si possono realizzare con il metodo dell’elettroerosione a filo?
L’elettroerosione a filo (WEDM) raggiunge la massima precisione nella produzione di componenti miniaturizzati. La tecnologia consente di creare elementi con dimensioni micrometriche e tolleranze dell’ordine di pochi micrometri. L’assenza di forze meccaniche elimina le deformazioni del materiale durante la lavorazione. Il processo preserva la struttura metallografica del materiale senza introdurre tensioni.
L’industria medica utilizza la WEDM per la produzione di impianti e strumenti chirurgici. Il settore elettronico richiede connettori e contatti elettrici precisi. L’industria orologiera necessita di meccanismi microscopici con forme complesse. Il settore ottico produce componenti per laser e sistemi di misurazione.
Componenti di microelettronica ed elettronica
I connettori elettrici con dimensioni submillimetriche richiedono la massima precisione di fabbricazione. I contatti devono mantenere una geometria specifica della superficie di contatto. La resistenza elettrica della connessione dipende dalla qualità delle superfici di contatto. Gli elementi schermanti proteggono dalle interferenze elettromagnetiche a frequenze gigahertz.
Elementi elettronici di precisione WEDM:
- Contatti di relè con spessore di 0,05-0,2 mm e tolleranza di ±0,002 mm
- Molle di contatto con diametro del filo di 0,1-0,5 mm
- Involucri al quarzo per risonatori con frequenza di 1-100 MHz
- Schermi elettromagnetici con fori Ø0,1-2 mm
- Guide d’onda con sezione trasversale di 0,5×1 mm
- Antenne a microonde con lunghezza d’onda di 1-10 GHz
- Dissipatori di calore con alette di spessore 0,2-1 mm
- Sensori di temperatura con elementi Ø0,05-0,3 mm
I componenti semiconduttori richiedono superfici ultra-pulite e prive di contaminazioni. Gli involucri dei circuiti integrati presentano fori microscopici per la dissipazione del calore. I connettori in fibra ottica richiedono una precisione di posizionamento dell’ordine dei nanometri. Gli elementi ottici devono mantenere una rugosità superficiale specifica.
I sensori MEMS contengono elementi mobili con uno spessore di pochi micrometri. Accelerometri e giroscopi richiedono masse inerziali precise. Le microvalvole idrauliche controllano il flusso di nanolitri di fluido. I componenti medici impiantabili devono soddisfare rigorosi standard di biocompatibilità.
Strumenti medici e dentali
La chirurgia minimamente invasiva richiede strumenti con un diametro inferiore a 1 mm. Gli strumenti laparoscopici presentano geometrie complesse delle punte operative. Gli strumenti neurochirurgici necessitano di bordi affilati senza sbavature. Gli elementi degli endoscopi contengono precisi meccanismi ottici.
Gli impianti dentali hanno superfici filettate con un passo di 0,5-1,5 mm. La precisione della filettatura influisce sulla forza di connessione con il tessuto osseo. Corone e ponti richiedono un adattamento con una tolleranza di ±0,01 mm. Gli apparecchi ortodontici contengono molle con una forza di pressione specifica.
Gli strumenti oftalmici operano su strutture con uno spessore di micrometri. Le lenti intraoculari hanno superfici ottiche sagomate con precisione. Gli strumenti microchirurgici richiedono un’affilatura a livello molecolare. Gli elementi dei pacemaker devono mantenere l’ermeticità per decenni.
Quali componenti di medie dimensioni vengono prodotti con il processo WEDM?
L’elettroerosione a filo (WEDM) è eccellente per la produzione di componenti industriali di medie dimensioni, con misure di 10-200 mm. Elementi di questa grandezza costituiscono il segmento principale delle applicazioni della tecnologia WEDM. L’automazione dei processi consente la produzione in serie di parti identiche con elevata ripetibilità. Il tempo di lavorazione di un singolo elemento varia da poche a diverse decine di ore.
L’industria automobilistica utilizza il WEDM per la produzione di parti di motori a combustione interna ed elettrici. L’industria aeronautica richiede componenti con forme aerodinamiche complesse. Il settore energetico necessita di elementi per turbine e generatori. L’industria degli utensili produce matrici e punzoni per la lavorazione plastica.
Componenti dei sistemi di propulsione
Gli iniettori di carburante contengono ugelli precisi con un diametro dei fori di 0,1-0,5 mm. La geometria dei fori influisce sulla forma del getto di carburante e sul processo di combustione. Gli elementi dei turbocompressori operano a temperature superiori a 800°C. Le pale del compressore hanno profili aerodinamici ottimizzati computazionalmente.
Componenti automobilistici realizzati con WEDM:
- Pistoni per motori diesel Ø80-120 mm con scanalature per gli anelli
- Valvole di scarico con diametro della testa di 25-45 mm con smussi a 45°
- Ingranaggi per cambi automatici con modulo 1,5-4 mm
- Pale di turbine a combustione di lunghezza 50-150 mm
- Elementi dei sistemi di iniezione Common Rail
- Componenti di frizioni elettromagnetiche
- Parti di pompe ad alta pressione fino a 2000 bar
- Elementi delle valvole EGR e dei sistemi di depurazione dei gas di scarico
I motori elettrici dei veicoli ibridi richiedono rotori precisi. I magneti al neodimio devono essere alloggiati con una tolleranza di ±0,05 mm. Gli avvolgimenti dello statore richiedono scanalature con una geometria specifica. I cuscinetti a sfera operano a velocità di rotazione di 20 000 giri/min.
I sistemi frenanti ABS contengono valvole precise che modulano la pressione. Gli elementi dei sistemi di sterzo richiedono superfici di scorrimento lisce. I componenti dell’aria condizionata automobilistica presentano canali complessi per il flusso del refrigerante. I sistemi di sicurezza airbag contengono meccanismi di attivazione con un tempo di reazione di millisecondi.
Utensili e matrici industriali
Le matrici per lo stampaggio della lamiera hanno forme spaziali complesse. I raggi di raccordo influenzano la qualità dei prodotti e la durata dell’utensile. I punzoni richiedono elevata durezza e resistenza all’usura abrasiva. Gli stampi a iniezione per materie plastiche hanno superfici di formatura precise.
Gli utensili per il taglio dei metalli richiedono taglienti affilati. Le frese per la lavorazione HSM hanno angoli di spoglia ottimizzati. Le punte elicoidali con diametro di 0,1-20 mm richiedono scanalature per trucioli precise. I maschi hanno profili di filettatura conformi agli standard ISO.
Gli inserti da taglio in metallo duro hanno geometrie ottimizzate per applicazioni specifiche. Le lame per la finitura richiedono una rugosità Ra < 0,1 μm. Gli elementi di fissaggio degli utensili devono garantire la rigidità del sistema OUPN. I sistemi di cambio utensile richiedono superfici di centraggio precise.
Suggerimento: Nella progettazione degli utensili WEDM, è necessario considerare la direzione di taglio rispetto alla struttura del materiale e applicare raggi di raccordo appropriati negli angoli per evitare la concentrazione di sollecitazioni e l’usura prematura.
Quali grandi elementi possono essere tagliati con l’elettroerosione a filo?
Le moderne macchine WEDM consentono la lavorazione di elementi con dimensioni superiori a 1000x600x400 mm. Le grandi dimensioni richiedono strategie speciali di fissaggio e supporto del materiale. La stabilità termica della macchina è fondamentale per la precisione dimensionale. Il tempo di lavorazione può superare le 100 ore per gli elementi più complessi.
L’industria energetica utilizza la WEDM per la produzione di pale di turbine a vapore e a gas. L’industria aeronautica richiede grandi elementi strutturali in leghe di titanio. Il settore navale produce componenti per sistemi di propulsione navale. L’industria meccanica produce grandi stampi e matrici.
Componenti per l’energia e l’industria pesante
Le pale delle turbine a vapore raggiungono una lunghezza fino a 1500 mm con un peso di diverse decine di chilogrammi. I profili aerodinamici sono ottimizzati numericamente per la massima efficienza. I materiali resistenti al calore operano a temperature di 600-800°C. Le superfici devono resistere all’erosione da goccioline di vapore acqueo.
I rotori dei generatori elettrici contengono scanalature per gli avvolgimenti con dimensioni precise. Il campo magnetico richiede una distribuzione uniforme dei conduttori. I cuscinetti a strisciamento richiedono superfici con una rugosità Ra di 0,2-0,8 μm. I sistemi di raffreddamento a idrogeno hanno canali interni complessi.
Grandi componenti aeronautici WEDM:
- Elementi della fusoliera con dimensioni di 2000x1000x100 mm con fori di alleggerimento
- Longheroni alari con camere di carburante ricavate
- Supporti motore con peso di 50-200 kg in leghe di titanio
- Pannelli del pavimento della cabina con perforazione acustica
- Elementi del carrello di atterraggio principale con spessore di 80-150 mm
- Componenti di sistemi idraulici ad alta pressione
- Parti di motori a reazione in superleghe di nichel
- Elementi di sistemi di navigazione e radar
Gli elementi strutturali in fibra di carbonio richiedono tecniche di taglio speciali. I compositi metallo-ceramici hanno diverse proprietà di conduzione della corrente. I rivestimenti termoprotettivi TBC richiedono una lavorazione attenta. Le giunzioni saldate devono mantenere le proprietà di resistenza.
I sistemi di alimentazione degli aeromobili contengono serbatoi con forme complesse. Le pompe del carburante operano a pressioni fino a 100 bar. I filtri del carburante hanno maglie con aperture da 10-50 micrometri. Le valvole di sicurezza reagiscono ai sovraccarichi di forza g.
Suggerimento: La lavorazione di componenti di grandi dimensioni richiede l’applicazione di una strategia di taglio che minimizzi le tensioni interne del materiale e l’utilizzo di punti di supporto posizionati nei nodi di rigidità della struttura.
Servizi di elettroerosione a filo WEDM presso CNC Partner
CNC Partner è specializzata in tecnologie avanzate di lavorazione meccanica ed erosione da oltre un decennio. L’azienda offre servizi completi di elettroerosione a filo WEDM per diverse industrie. Un team di ingegneri esperti realizza progetti da prototipi unici alla produzione in serie. Il parco macchine comprende centri di lavorazione all’avanguardia con sistemi automatici di cambio utensile.
Lo stabilimento di produzione di CNC Partner è dotato di macchine WEDM di diverse dimensioni operative. I sistemi di controllo qualità includono macchine di misura a coordinate CMM. Il laboratorio metallografico esegue analisi della struttura dei materiali. Le certificazioni ISO 9001 e AS9100 confermano gli elevati standard di qualità.
L’elettroerosione a filo WEDM è una delle specializzazioni chiave di CNC Partner. L’azienda realizza ordini per componenti con tolleranze fino a ±0,002 mm. I materiali lavorati includono acciai per utensili, leghe di titanio e superleghe di nichel. Lo spessore del materiale lavorato raggiunge i 300 mm mantenendo un’elevata precisione.
I servizi di CNC Partner includono anche la tornitura e la fresatura CNC su macchine a 3, 4 e 5 assi. La lavorazione di finitura garantisce la rugosità superficiale richiesta. Il controllo dimensionale viene eseguito in ogni fase della produzione. La documentazione tecnica include certificati dei materiali e protocolli di misurazione.
L’azienda collabora con l’industria automobilistica, aeronautica e medica. L’esperienza in progetti di ricerca e sviluppo consente l’ottimizzazione dei processi tecnologici. I brevi tempi di consegna derivano da un’efficiente organizzazione della produzione. Un approccio flessibile consente la realizzazione di ordini speciali non standard.
Servizi di lavorazione dei metalli CNC
Componenti di precisione con forme complesse nella tecnologia WEDM
L’elettroerosione a filo WEDM consente la creazione di componenti con le geometrie spaziali più complesse. La tecnologia non limita i progettisti in termini di forme interne ed esterne. Angoli acuti con un raggio di 0,02 mm sono realizzabili di serie. Pareti sottili con uno spessore di 0,05 mm mantengono la stabilità dimensionale.
Forme complesse richiedono programmazione CAD/CAM avanzata e simulazione del processo. I sistemi di compensazione automatica dell’usura del filo garantiscono una qualità costante lungo l’intera lunghezza di taglio. La lavorazione a passaggi multipli consente di ottenere una rugosità Ra di 0,1 μm. Il controllo adattivo dei parametri ottimizza il tempo di lavorazione.
Componenti con profili irregolari
Le pale delle turbine hanno superfici attorcigliate con spessore variabile da 2 a 15 mm. I canali di raffreddamento all’interno delle pale richiedono diametri di 0,5-2 mm. I profili aerodinamici sono ottimizzati numericamente con il metodo CFD. Le superfici devono mantenere la levigatezza senza ondulazioni.
Gli elementi biomeccanici riproducono le forme anatomiche di ossa e articolazioni. Gli impianti d’anca hanno superfici trabecolari con una porosità del 60-80%. Le protesi di ginocchio richiedono superfici di scorrimento precise. Gli strumenti chirurgici hanno impugnature dalla forma ergonomica.
Elementi con strutture interne
Gli scambiatori di calore contengono canali con sezioni di 1×2 mm disposti ogni 5 mm. I dissipatori elettronici hanno alette con spessore di 0,3-1 mm. I filtri idraulici contengono reti con maglie di 20-100 micrometri. I componenti pneumatici hanno canali d’aria ramificati.
Gli iniettori di carburante Common Rail contengono fori calibrati con un diametro di 0,15 mm. L’angolo del cono di spruzzatura è di 15-30 gradi. La pressione di iniezione raggiunge i 2500 bar. La precisione di fabbricazione influisce sulle emissioni di scarico e sul consumo di carburante.
Consiglio: La progettazione di elementi con canali interni richiede di considerare la possibilità di risciacquare i prodotti dell’erosione e di garantire un flusso uniforme del fluido dielettrico a tutte le aree di taglio attraverso un’adeguata disposizione dei fori di partenza.
Sezioni sottili e strutture delicate nell’elettroerosione a filo
L’elettroerosione a filo WEDM è specializzata nella lavorazione di sezioni sottili con spessore inferiore a 1 mm. L’assenza di forze meccaniche elimina il rischio di deformazione e rottura del materiale. Pareti sottili con spessore di 0,02 mm vengono lavorate stabilmente senza vibrazioni. Le strutture delicate mantengono l’integrità durante l’intero processo tecnologico.
La tecnologia consente la creazione di strutture traforate ad alta resistenza specifica. I rapporti dimensionali lunghezza/spessore possono raggiungere 2000:1. La precisione dimensionale non dipende dalla rigidità del pezzo in lavorazione. I sistemi automatici compensano le deformazioni termiche del materiale e della macchina.
Microstrutture e reti di precisione
I filtri elettromagnetici hanno reti con maglie di 5-50 micrometri realizzate con una pellicola di spessore 0,01 mm. Le antenne a microonde richiedono risonatori precisi con una lunghezza di λ/4. I sensori di pressione contengono membrane con spessore di 0,005 mm. Gli elementi MEMS hanno parti mobili con massa in nanogrammi.
I setacci molecolari separano le molecole di diverse dimensioni. Le membrane per dialisi hanno pori con diametro di 1-10 nanometri. I filtri batterici trattengono microrganismi di dimensioni 0,1-1 micrometro. I separatori di gas utilizzano le differenze nella velocità di diffusione.
Strutture sottili di precisione WEDM:
- Fogli metallici con spessore di 0,005-0,1 mm e perforazione Ø0,02-0,5 mm
- Piastrine in silicone da 0,1-0,5 mm per elettronica a semiconduttore
- Membrane di misurazione da 0,01-0,05 mm per sensori di pressione
- Reti di calibrazione con maglie da 1-100 μm per microscopia
- Maschere fotolitografiche in cromo con spessore di 0,1 μm
- Elettrodi ultrasottili da 0,02-0,2 mm per elettrolisi
- Molle piatte con spessore di 0,05-0,3 mm
- Elementi ottici in fogli metallici da 0,01-0,1 mm
I componenti ottici richiedono superfici piane con tolleranze nanometriche. Gli specchi laser hanno una rugosità inferiore a 1 nanometro RMS. Gli elementi degli interferometri richiedono una precisione di λ/20. I filtri ottici hanno proprietà di trasmissione della luce controllate.
Le piastrine per cromatografia hanno canali con una profondità di 10-100 micrometri. I chip microfluidici manipolano volumi di nanolitri. I biosensori rilevano singole molecole proteiche. I laboratori su chip integrano tutte le funzioni analitiche.
Suggerimento: La lavorazione di strutture ultrasottili richiede tecniche di fissaggio speciali che utilizzano adesivi solubili o materiali ausiliari che vengono rimossi chimicamente dopo il processo di taglio.
Applicazioni industriali di diverse dimensioni di dettagli WEDM
L’elettroerosione a filo WEDM trova applicazione in praticamente tutti i settori manifatturieri che richiedono alta precisione. Ogni settore pone requisiti unici in termini di tolleranze, materiali e geometria dei componenti. La varietà delle applicazioni deriva dall’universalità della tecnologia e dalla capacità di lavorare diversi materiali conduttivi. La miniaturizzazione dei dispositivi guida lo sviluppo della tecnologia di microlavorazione.
Lo sviluppo dell’industria 4.0 richiede componenti elettronici sempre più precisi. La medicina personalizzata necessita di impianti adattati all’anatomia del paziente. L’industria spaziale pone requisiti estremi di affidabilità. L’energia rinnovabile richiede turbine eoliche e pannelli fotovoltaici efficienti.
Industria di precisione e strumentale
Gli strumenti di misurazione richiedono la massima precisione di esecuzione e stabilità dimensionale. Gli elementi dei microscopi elettronici hanno tolleranze nanometriche. I componenti dei laser industriali richiedono superfici ottiche ultra-lisce. I sistemi interferometrici rilevano spostamenti dell’ordine di frazioni della lunghezza d’onda della luce.
I laboratori di ricerca utilizzano componenti specialistici per esperimenti scientifici. Gli acceleratori di particelle contengono elementi precisi per la focalizzazione dei fasci. I telescopi spaziali richiedono specchi con superfici paraboliche. I rivelatori di radiazioni hanno strutture cristalline con un orientamento specifico.
Industria alimentare e farmaceutica
Le macchine per la produzione alimentare richiedono materiali resistenti alla corrosione e facili da pulire. I coltelli per il taglio della carne hanno speciali rivestimenti antiaderenti. Gli elementi dei miscelatori mantengono superfici igieniche senza incavi. I filtri per la purificazione dei liquidi alimentari hanno pori calibrati.
Componenti per l’industria alimentare WEDM:
- Coltelli rotanti con diametro di 200-800 mm con lame segmentate
- Elementi di omogeneizzatori a pressione fino a 1000 bar
- Filtri a membrana con porosità di 0,1-10 micrometri
- Componenti di dosatori di precisione ±0,1% del volume
- Parti di separatori centrifughi con velocità di 10000 giri/min
- Elementi di scambiatori di calore a piastre in acciaio inossidabile
- Componenti di sistemi CIP (Clean in Place)
- Parti di macchine confezionatrici con ciclo di 1000 confezioni/minuto
L’industria farmaceutica impone i più alti requisiti di purezza e sterilità. I componenti delle macchine devono resistere alla sterilizzazione a vapore a 134°C. I materiali non devono reagire chimicamente con i principi attivi. La precisione del dosaggio dei farmaci richiede fori e fessure calibrati.
Le comprimitrici producono compresse con una massa di ±2% rispetto al valore nominale. Le incapsulatrici richiedono matrici di formatura precise. I sistemi di riempimento delle fiale controllano il volume con una precisione di ±0,5%. Le linee di produzione dei vaccini operano in un ambiente sterile di classe A.
Possibilità e limiti delle moderne macchine per elettroerosione a filo
Le moderne macchine WEDM hanno raggiunto un alto livello di avanzamento tecnologico e automazione dei processi. I sistemi di controllo utilizzano algoritmi di intelligenza artificiale per ottimizzare i parametri. L’automazione elimina gli errori dell’operatore e aumenta la ripetibilità dei risultati. La precisione di posizionamento raggiunge una risoluzione di 0,1 micrometri su ogni asse.
Lo sviluppo tecnologico si concentra sull’aumento della produttività mantenendo la massima qualità. I nuovi generatori di impulsi offrono un migliore controllo dell’energia di scarica. I sistemi di raffreddamento garantiscono stabilità termica 24 ore su 24. I sistemi automatici di cambio filo aumentano l’affidabilità dei processi a lungo termine.
Parametri tecnici delle macchine più recenti
Le moderne macchine WEDM raggiungono velocità di taglio fino a 500 mm²/min in materiali con uno spessore di 50 mm. La precisione di posizionamento è di ±0,0005 mm con una ripetibilità di ±0,0002 mm. La rugosità superficiale può essere inferiore a Ra 0,05 μm con lavorazione di finitura. Lo spessore massimo del materiale lavorabile raggiunge i 1000 mm nelle macchine speciali.
I sistemi automatici di cambio filo funzionano ininterrottamente per 200 ore. I magazzini del filo contengono fino a 50 kg di materiale su bobine. I sistemi di correzione automatici compensano l’usura del filo in tempo reale. Il controllo adattivo ottimizza i parametri basandosi sull’analisi dei segnali elettrici.
| Parametro tecnico | Macchine standard | Macchine di precisione | Macchine speciali |
|---|---|---|---|
| Precisione di posizionamento | ±0,002 mm | ±0,0005 mm | ±0,0002 mm |
| Rugosità superficiale | Ra 0,2-2,5 μm | Ra 0,05-0,8 μm | Ra 0,02-0,3 μm |
| Velocità di taglio | 50-300 mm²/min | 20-200 mm²/min | 10-150 mm²/min |
| Spessore del materiale | fino a 400 mm | fino a 600 mm | fino a 1000 mm |
Limitazioni tecnologiche ed economiche
L’elettroerosione a filo presenta alcune limitazioni derivanti dalla fisica del processo. Il materiale deve condurre corrente elettrica con una conduttività minima di 10⁻⁶ S/m. Il processo è relativamente lento rispetto alla lavorazione convenzionale. Il consumo del filo genera costi operativi pari al 5-15% del valore della lavorazione.
Tagli profondi superiori a 200 mm richiedono strategie speciali per il lavaggio dei prodotti di erosione. Fessure strette inferiori a 0,1 mm possono causare problemi di scarico. I materiali magnetici con permeabilità >100 influenzano la stabilità dell’arco elettrico. Fili molto sottili di 0,02 mm sono soggetti a rotture ad alte velocità.
Suggerimento: L’ottimizzazione economica del processo WEDM richiede di trovare un compromesso tra velocità di taglio, qualità della superficie e consumo del filo – i migliori risultati in termini di costi si ottengono con parametri medi utilizzando strategie di lavorazione di sgrossatura e finitura.
Riepilogo
L’elettroerosione a filo (WEDM) rappresenta una tecnologia insostituibile nell’industria di precisione moderna, consentendo la lavorazione di elementi che vanno dai componenti medici microscopici alle grandi strutture industriali. Le capacità della tecnologia includono materiali con durezza che supera le possibilità di lavorazione convenzionale e forme impossibili da realizzare con altri metodi. La precisione di esecuzione, che raggiunge tolleranze micrometriche, apre nuove possibilità di progettazione per gli ingegneri.
Le applicazioni della WEDM sono in costante evoluzione con il progresso tecnologico e le crescenti esigenze dell’industria. La miniaturizzazione dell’elettronica, lo sviluppo della medicina rigenerativa e le richieste dell’industria spaziale guidano le innovazioni nella tecnologia dell’elettroerosione. L’automazione dei processi e i sistemi di apprendimento automatico aumentano l’efficienza della produzione mantenendo la massima qualità.
Il futuro della tecnologia WEDM si preannuncia promettente per tutti i settori che richiedono la massima precisione e affidabilità. L’integrazione con i sistemi Industry 4.0 consentirà la piena automazione della produzione, dal progetto CAD al componente finito. Lo sviluppo di nuovi materiali conduttivi e tecniche di lavorazione ibrida amplierà lo spettro di applicazioni di questa tecnologia universale.